Практические советы радиолюбителю
ВВЕДЕНИЕ-
Радиоэлектроника все более проникает во все виды техники.
В связи с этим повышается роль технических специалистов, от которых требуется все более высокая специальная подготовка.
Радиолюбительство является лучшей школой овладения радиотехническими знаниями и приобретения необходимых навыков и опыта. Самостоятельное изготовление карманных приемников, телевизоров, магнитофонов или других конструкций прививает любовь к радиотехнике, развивает творческую инициативу.
В своей практической деятельности радиолюбитель часто сталкивается с трудностями различного характера, но основные обычно связаны с отсутствием специального инструмента или нужного материала, а также с технологией изготовления, обработки, отделки или сборки тех или иных узлов или деталей аппаратуры.
К сожалению, у нас мало литературы по вопросам технологии изготовления радиолюбительской аппаратуры. Появление новых материалов, новых деталей, современных источников питания дает большие возможности для творчества радиолюбителей.
Необходимо отметить, что приводимые в книге советы и рекомендации для радиолюбителей не являются официальными, поэтому подменять ими технологические
карты на ремонт того или иного специального оборудования нельзя.
Для удобства читателей в конце книги приводится предметный указатель.
Прежде, чем пользоваться советами, приводимыми в данной книге, следует обязательно ознакомиться с указаниями по технике безопасности на стр. 220—221.
Г
I. МЕТАЛЛЫ.
В радиотехнике большинство несущих конструкций, деталей или их элементов, почти весь крепежный материал, все проводники и магнитопроводы изготовляются из металлов. Знание основных свойств металлов приобретает поэтому существенное значение. Особенно оно необходимо радиолюбителю, так как в своей практике он не придерживается заводских технологий или технологических карт. Действительно, как обработать быстрее и чище тот или иной металл? Из какой стали лучше сделать инструмент (зубило, резак и т. п.) и какой угол заточки должен быть у него, как правильно закалить такой инструмент и при какой температуре его необходимо отпустить? Наконец, как окрасить (химическим путем), например, латунную деталь в любой цвет или отникелировать (химическим путем), или пропассивировать, или посеребрить ее? Сотни вопросов, сотни технологий, и большинство из них необходимо знать радиолюбителю, чтобы изготовленные им конструкции хорошо работали, были красивы на вид, прочны и отвечали всем основным требованиям эксплуатации.
§ 1. СТАЛЬ
В практике радиолюбителей сталь используется как основной металл. Инструмент радиолюбителя, несущие конструкции, большинство механических устройств, сердечники трансформаторов—все изготовлено из стали.
Правильный выбор марки стали во многом определяет качество работы того или иного устройства или
детали, а также долговечность и производительность инструмента.
Естественно, что важной задачей в практике радиолюбителя является борьба с коррозией (ржавлением) стали. Известно, что окраска, фосфатирование, оксидирование, никелирование и т. п. предотвращают ржавление стальных и железных деталей. Некоторые антикоррозийные покрытия можно получить и в домашних условиях, не применяя громоздкую аппаратуру и дорогостоящие химикалии.
Марки стали. Если радиолюбителю известна марка стали, он легко может разобраться в ее свойствах.
Углеродистые стали маркируются двух- или трехзначной цифрой, которая указывает, сколько сотых или тысячных долен процента углерода содержится в стали. Например, сталь марки 20 содержит 0,20% углерода, сталь 35—0,35% и т. д.
Легированные стали, кроме цифр в маркировке, имеют еще и буквы, которые обозначают те или иные присадки в стали, например:
Х— хром;
Н — никель;
В — вольфрам;
К — кобальт;
Г (или Mr) — марганец;
М — молибден;
Ю — алюминий;
Ф (или Ва)—ванадий;
С — кремний.
Если маркировка стали имеет в конце букву Ц, значит, сталь цементируется, если букву А—сталь имеет уменьшенное количество вредных примесей (серы и фосфора).
Например, марка нержавеющей стали 14Х19Н9А расшифровывается так: сталь содержит 0,14% углерода, 0,19% хрома, 0,09% никеля, имеет пониженное содержание вредных примесей (серы и фосфора).
Наличие легированных присадок в сильной степени изменяет и свойство самой стали. Содержание в стали одновременно хрома и никеля увеличивает ее вязкость и твердость.
Наличие одного никеля делает сталь не только вязкой, но и придает ей свойство переносить ударные нагрузки.
Легированные присадки в виде хрома и кремния делают сталь вязкой и легче поддающейся термической обработке.
Особое место занимают электротехнические низкоуглеродистые стали, которые идут на изготовление сердечников трансформаторов. Марки этих сталей начинаются с буквы Э (Э1100), что значит—электротехническая низкоуглеродистая. Первая цифра — степень легирования стали; вторая — гарантированные электрические и магнитные свойства стали; третья (цифра «О») — сталь холоднокатаная, текстурованная; четвертая (цифра «О») — сталь холоднокатаная, малотекстурованная. Чем больше цифра, тем 'выше качество стали.
Дополнительная буква П указывает на повышенную прочность и отделку стали, буква А в конце марки указывает, что данный сорт электротехнической стали имеет особенно низкие удельные потери.
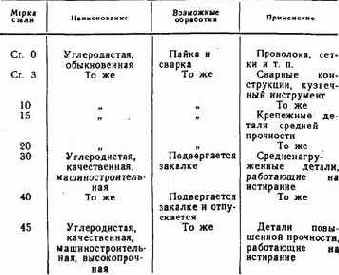
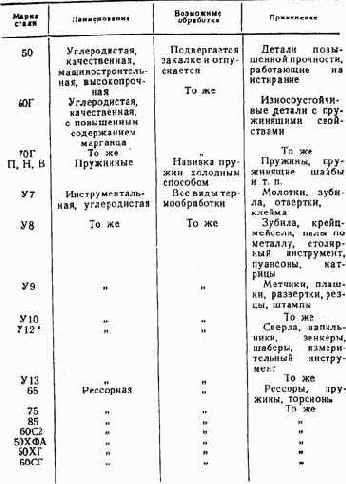
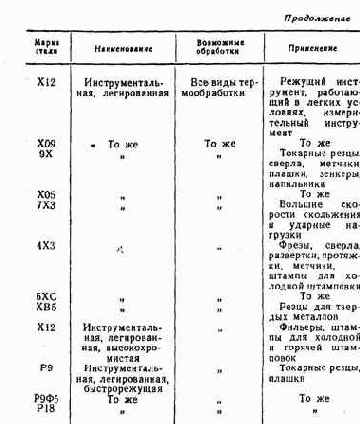
Для лучшей ориентировки в выборе той или иной стали в табл. 1 приведены данные по применению некоторых марок сталей.
Таблица 1
Продолжение
* Марка стали У 12 может иметь дополнительные буквы. Буква А обозначает, что сталь полированная, Б—тонкошлифованная, В—грубошлифованная.
Если марка стали неизвестна, можно приблизительно определить качество стали по излому и методом пробных запилов.
По кристаллической структуре в месте излома стали можно судить о ее крепости: чем тоньше кристаллическая структура, тем сталь высококачественнее.
При пробных запилах сталь низкой твердости запиливается-любым напильником (в том числе и драче-вым), сталь средней твердости—личным и бархатным,
8
сталь высокой твердости—только бархатным напильником.
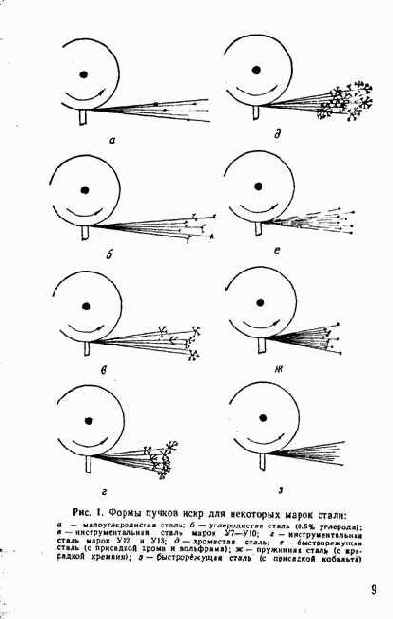
Более точно можно определить марку стали по образующемуся пучку искр на наждачном кругу. Форма и дл'ина нитей искр, цвет искр и количество, ширина пучка искр различ-ны для различных марок стали. Испытывая на искру эталонные образцы стали, радиолюбитель может научиться распознавать марки стали. На рис. 1 приведены формы пучков искр для некоторых марок
стали:
малоуглеродистая сталь—однородные непрерывные соломенно-желтые нити искр с небольшим количеством
звездочек (рис. 1,а);
углеродистая сталь с содержанием углерода около 0,5%—пучок светло-желтых нитей искр со звездочками
на конце (рис. 1,6);
инструментальная сталь У7—У10—расходящийся пучок светло-желтых нитей искр с повышенным количеством звездочек на конце (рис. 1,в);
инструментальная сталь У12, У13—плотный и короткий пучок светлых нитей искр с очень большим количеством звездочек на концах нитей, при этом звездочки более разветвленные (рис. 1,г);
сталь с содержанием хрома—плотный пучок темно-красных нитей искр с большим количеством желтых звездочек на концах нитей, звездочки сильно разветвленные (рис. 1,<Э);
быстрорежущая сталь с содержанием хрома и вольфрама — пучок прерывистых темно-красных нитей искр, на концах которых имеются более светлые звездочки каплеобразной формы (рис. 1,е);
пружинная сталь с содержанием кремния—широкий пучок темно-желтых нитей искр, на концах которых образуются небольшие звездочки более светлого цвета
(рис. 1,ж);
быстрорежущая сталь с присадкой кобальта—широкий пучок темно-желтых нитей искр без звездочек на конце (рис. 1,з).
Термическая обработка стали
Механические свойства углеродистых и легированных сталей во многом зависят от соответствующей термической обработки. Термически обработанный инстру-
.10
мент (особенно режущий) работает без заточки более продолжительное 'время, чем незакаленный. Детали какого-либо устройства (оси, рычаги, втулки и т. п.), термически обработанные, даже после длительной эксплуатации вырабатываются значительно меньше и реже требуют замены.
Закалка. Углеродистая или легированная сталь, нагреваемая до определенной температуры с последующим быстрым охлаждением, приобретает новые свойства:
становится более твердой (но хрупкой) и антикоррозийной. Это происходит вследствие изменения кристаллической структуры металла.
Средой для охлаждения служат вода, масло, масляная эмульсия и т. д., причем в разных средах скорость охлаждения закаливаемой детали различна. Чем быстрее сталь охлаждается, чем ниже конечная температура закаливания, тем тверже становится сталь, В табл. 2 приведены скорости охлаждения стали в различных средах.
Таблица 2
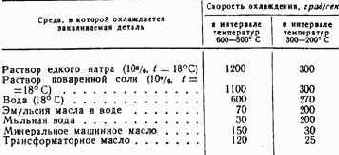
В практике радиолюбителей для охлаждения углеродистых сталей обычно применяют раствор поваренной соли, для легированных сталей — масло; для закалки мелких сверл используют иногда сургуч. При этом надо помнить, что масло на поверхности стали образует плотную пленку окислов, которая впоследствии может стать антикоррозийным (или декоративным) покрытием.
11
На рис. 2 показаны зависимости твердости углеродистой стали от термической обработки.
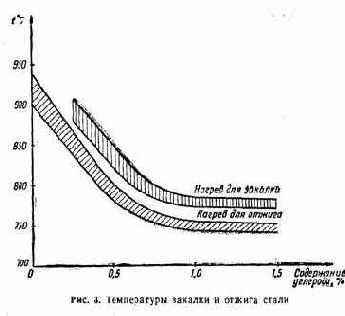
Напомнив основные правила закалки стали. 1. Каждая марка стали при закалке должна нагреваться до определенной температуры (рис. 3). При на-
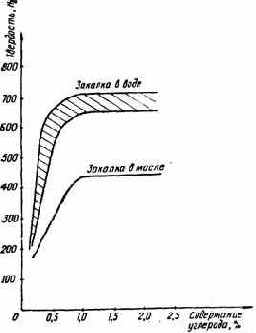
Рис. 2. Зависимости твердости углеродистой стали от термической обработки
греве выше допустимой температуры сталь теряет свои свойства. Это относится и к процессу отжига.
2, При частичной закалке инструмента (только губки кусачек или жало крейчмейселя) необходимо «размыть» границу между закаленной частью детали и незакаленной. Для этого следует быстро покачивать деталь вверх—вниз, так чтобы уровень охлаждающей жидкости колебался у границы закаливаемой части детали.
12
Для легированных сталей допускаются следующие температуры закалки: для сталей марок У7 и У7А-— 800—820° С; для сталей Марок У8, У8А, У8Г. У8ГА— 780—800° С (обычно калятся в воде); для сталей марок у9— у 13— 760-— 780° С (обычно калятся в воде).
Хромистые стали закаливаются при температуре 830—860° С; хромокремнистые стали—при 820—860° С
(калятся обычно в масле, температура отпускания 150° С); хромовольфрамовые стали—при 800—820° С (калятся в воде, температура отпускания 150° С).
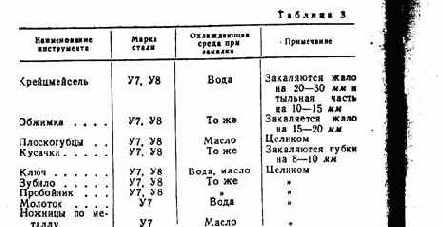
В табл. 3 приведены варианты закалки некоторых видов инструмента.
В заводских условиях рабочий, разогревая деталь, следит за ее температурой по термометру, установленному на печи, или пользуется специальным прибором — пирометром.
13
 |
 |
AdJIJIJ . . • » , t u J I *->.-——-
Радиолюбитель после небольшой тренировки может с достаточной точностью определить температуру раскаленной детали по цвету, а именно:
темно-коричневый (заметен в темноте) — 530— 580° С;
коричнево-красный — 580— 650° С;
темно-красный *~ 650— 730° С;
темно-вишнево-красный — 730— 770° С;
вишнево-красный — 770— 800° С;
светло-вишнево-красный — 800— 830° С;
светло-красный — 830— 900° С;
оранжевый ~ 900-1050°^ С;
темно-желтый — 1050—1150° С;
светло-желтый -- 1150—1250° С;
ярко-белый -1250-1350° С.
В разделе «Технологии и конструкции» описаны газовые горелки, на которых можно закаливать любую сталь.
При закалке мелких деталей и частей инструмента можно легко перекалить их. Во избежание этого пользуются оправдавшим себя способом: раскаляют плоскую крупную болванку, на которую кладут мелкую деталь. Цвет раскаленной детали определяют по цвету самой болванки.
Небольшие детали из малоуглеродистых сталей (марок 30, 35, 40) слегка разогревают, посыпают железисто-синеродистым калием (желтая кровяная соль, употребляемая в фотографии) и вновь помещают в огонь. Как
14
только обсыпка сварится, деталь опускают .в охлаждающую среду. Железистосинеродистый калий сваривается при температуре около 850° С, что соответствует температуре закалки этих марок стали.
Отпуск. При закалке в металле образуются большие внутренние напряжения, что крайне нежелательно, так как напряжения и кристаллическая структура делают
сталь очень хрупкой.
Термический процесс, называемый отпуском, позволяет снизить хрупкость стали до допустимых пределов, сохранив при этом твердость, приобретенную сталью при закалке. При отпуске закаленную стальную деталь разогревают до относительно небольшой температуры и затем постепенно охлаждают обычно на открытом воздухе.
Иногда процессы отпуска и закалки совмещают, т. е. закаливаемую деталь охлаждают в жидкости не до конца, а до температуры отпуска, затем охлаждают ее на открытом воздухе. Конечно, неопытному человеку это сделать трудно. Поэтому обычно сначала калят деталь, а затем ее отпускают.
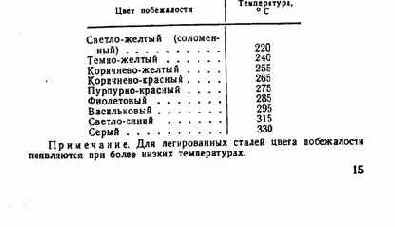
Температура разогрева стальной закаленной детали при отпуске определяется по так называемым цветам побежалости, которые получаются в результате образования пленок окиси различных цветов, соответствующих определенным температурам разогрева. Деталь перед отпуском должна быть тщательно зачищена. •
В табл. 4 указаны цвета побежалости и соответствующие им температуры для углеродистых сталей.
Таблица 4
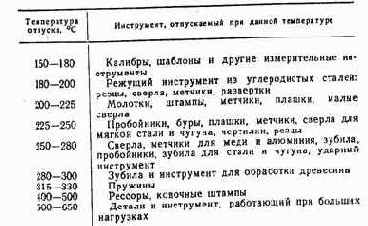
При отпуске небольших деталей (как и при закалке) |м необходимо нагревать какую-нибудь болванку и на нее- -Г класть отпускаемую деталь. При этом цвет побежало- ••Ш сти следует наблюдать на самой детали, я Одним из способов отпуска небольших деталей яв- ^ ляется разогрев детали в расплавленном свинце. ••^Ш В табл. 5 приведены температуры отпуска некоторых я
инструментов. Д
Отжиг. Если необходимо изготовить какой-либо ин- ' струмент, используя металл другого, закаленного ранее инструмента, последний надо сначала отжечь. ,
Отжиг используется также при неудачной закалке или при необходимости перекаливания данного инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна).
При отжиге закаленный ранее инструмент (деталь)
нагревают до определенной температуры (рис. 3) и затем постепенно охлаждают на открытом воздухе; при этом сталь теряет все свои свойства, полученные при
закалке.
Цементация. Термический процесс, при котором поверхность детали получает дополнительное количество
16 Зак. 652
углерода и вследствие этого изменяет свои механические свойства, называется цементацией. Обычно ее производят в кузнечном горне или муфельной печи, иногда же для этой цели используют горелки. При этом раскаленную деталь непрерывно посыпают мелким древесным
углем.
Как правило, цементации подвергают поверхность
тисков, иногда губки плоскогубцев и т. п.
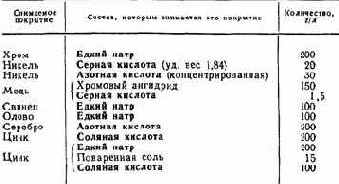
Антикоррозийные и декоративные покрытия стали (железа)
Антикоррозийные и декоративные покрытия предохраняют сталь (железо) от ржавления. Ниже рассматриваются различные способы покрытия стальных деталей, такие, как фосфатирование, оксидирование, химическое никелирование и т. п. Процесс электрохимического хромирования не рассматривается, так как он очень
сложен.
i Оксидирование—самый простой способ покрытия де-) талей. Этот процесс нетрудоемкий и не требует особых
) затрат.
I В эмалированной посуде разводят один из указанных ниже растворов и при повышенной температуре
\ раствора в него опускают зачищенную, отполирован-
| ную, декапированную * и пассивированную ** деталь.
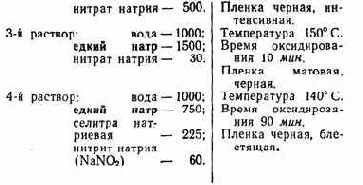
Ниже приведено несколько рецептов растворов (в весовых частях) для оксидирования, а также указаны время нахождения детали в растворе и температура.
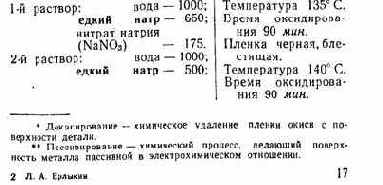
Декапирование детали производят в течение 1 мин в 5% растворе серной кислоты; пассивирование—в одном из следующих растворов:
— в 5% растворе хромовой кислоты (75° С);
— в насыщенном растворе хромпика (60° С);
— в мыльном растворе (100° С).
Воронение (как и оксидирование) — простое покрытие стальной детали пленкой окислов, которая предотвращает коррозию металла. Вороненые детали имеют приятный цвет от синих до черных тонов.
При воронении деталь шлифуют и, если надо, полируют; затем тщательно обезжиривают, нагревают до температуры 220—325° С и протирают ветошью, смоченной конопляным маслом (другие растительные масла дают менее приятные цвета воронения).
Примечание. Закаленные детали, у которых температура отпуска ниже 220—325° С, не воронятся во избежание потери ими механических своИств.
Фосфатирование. В процессе фосфатирования на поверхности стальной детали образуется защитная пленка, обладающая высокими антикоррозийными свойствами.
Зачищенная, отполированная, обезжиренная и декапированная (в течение 1 мин в 5% растворе серной кислоты) стальная деталь погружается в горячий раствор (35 г/л} мажефа (фосфорно-кислые соли марганца и железа). Температура раствора должна быть 97—99° С.
18
Процесс проходит бурно, выделяется большое количество водорода. Через 1—1,5 час выделение водорода прекращается, но деталь выдерживается в растворе еще 10—15 мин, после чего тщательно промывается горячей водой, сушится и смазывается маслом.
Лаки и краски очень хорошо ложатся на фосфати-рованные детали.
Химическое никелирование. Химически никелированные детали красивы на вид и устойчивы к действию влаги. Химическое никелирование создает более прочное покрытие, чем электрохимическое. Кроме того, химическим способом можно никелировать внутренние поверхности трубок и других деталей сложной конфигурации.
Деталь, предназначенную для никелирования, тщательно зачищают. Если необходимо блестящее никелирование, деталь полируют до зеркального блеска. Затем деталь обезжиривают в одном из следующих растворов.
1-й раствор: едкий натр (или калий)—50—100 г/л;
жидкое стекло (силикатный клей) — 2 г/л.
2-й раствор:сода кальцинированная
(или поташ) — 100—150 г/л;
жидкое стекло — 2—3 г/л.
3-й раствор: едкий натр — 7 г/л;
сода кальцинированная — 15 г/л;
фосфорнокислый натрий — 3 г/л;
мыло — 1 г/л.
4-й раствор: едкий натр — 4 г/л;
сода кальцинированная — 16 г/л;
поташ — 3 г/л;
перекись марганца — 1 г/л.
5-й раствор: сода кальцинированная — 20 г/л;
хромпик — 1 г/л.
• После обезжиривания деталь промывают в проточной воде и декапируют в 5% растворе серной (или соляной) кислоты, затем промывают еще раз и помещают в эмалированный сосуд со следующим раствором:
хлористый никель — 30 г/л;
гипофосфит натрия —10 г/л;
У 19
натриевые соли уксусной, лимонной, муравьиной или янтарной кислот (можно заменить гликолиевым натрием) — 10 г/л.
Температура раствора должна быть около 90° С, при этом толщина никелевого покрытия нарастает со скоростью 10 мк/час.
По достижении желаемой толщины покрытия деталь извлекают, промывают теплой водой и протирают сухой ветошью. Детали, никелированные под блестящее покрытие, дополнительно полируют.
Примечания: 1. В процессе никелирования (да и во всех других) желательно применять дистиллированную или дождевую
(снеговую) воду.
2. При никелировании внутренних поверхностей трубок (и других сложных по конфигурации деталей) необходимо обеспечить постоянный приток раствора в труднодоступные места детали (трубки).
Электрохимическое окрашивание. При электрохимическом окрашивании стали получается красивое декоративное покрытие. В сочетании с лаками оно служит надежной антикоррозийной защитой. Сталь можно окрашивать в любой цвет.
Раствор, в котором производится окрашивание, состоит из следующих компонентов:
медный купорос —60 г/л;
сахар (рафинад) — 90 г/л;
едкий натр — 45 г/л.
Сначала растворяют медный купорос в '/4 воды, затем в полученный раствор добавляют сахар. Отдельно в ^4 воды растворяют едкий натр и к нему небольшими порциями (при помешивании) добавляют раствор медного купороса с сахаром. После полного смешения растворов доливают остальную воду.
Деталь зачищают, полируют и обезжиривают в одном из растворов, применяемых при никелировании, а затем тщательно промывают в теплой воде.
Из красной меди (желательно марок МО, Ml) изготовляют дополнительный электрод. К детали и электроду подключают батарейку от карманного фонаря (или другой источник постоянного тока 4—6 в). Плюс батареи подключают на медный электрод, минус — на де-
20
таль. Строго соблюдая очередность, опускают в раствор сначала медный электрод, затем деталь. Через 5— 10 сек. батарея отключается и окрашивание идет без
подключенной батареи.
За период от 2 до 25 мин деталь окрашивается в следующие цвета (по порядку их появления): коричневый, фиолетовый, синий, голубой, светло-зеленый, желтый, оранжевый, красно-лиловый, зеленовато-синий, зеленый, розово-красный.
Деталь можно вынимать из раствора (проверяя
окраску) и опускать снова в раствор—процесс будет идти нормально. При 'выдержке детали в растворе более 25—30 мин процесс циклически повторяется много
раз.
Для получения более контрастных цветов необходимо добавить в раствор 20 г/л углекислого натрия.
По достижении нужного цвета деталь вынимают из раствора, промывают, сушат и покрывают бесцветным
лаком.
Цветная пленка легко снимется с детали, если протереть ее нашатырным спиртом.
Окраска стали (железа). Детали аппаратуры из стали (железа) можно покрывать всеми видами красок и
лаков.
Чтобы покрытия были прочным'и, необходимо металл
тщательно зачищать и грунтовать соответствующими грунтами (каждому виду красок должны соответствовать определенные типы грунтовок, см. приложение).
При зачистке стальные (железные) детали на длительное время погружают в керосин, затем снимают с
них ржавчину и обезжиривают.
Ржавую поверхность хорошо протирать рыбьим жиром, оставляя слой жира на 1,5—2 час. После выдержки
ржавчина легко удаляется.
Необходимо отметить, что рыбий жир, проникая на всю глубину ржавчины, образует под ней пленку, препятствующую дальнейшему ржавлению детали.
Чтобы быстро удалить ржавчину, следует сначала промыть деталь (в течение нескольких минут) в насыщенном растворе хлорного олова, а затем в теплой воде.
Небольшие следы ржавчины легко можно удалить кашицей из толченого древесного угля, замешанного на машинном масле. Кашица наносится на тампон, кото-
21
рым зачищаются ржавые места. Деталь при этом не только зачищается, но и хорошо полируется.
Зачищенную поверхность детали покрывают специальным грунтом, который обладает повышенной адге-зией (способностью прилипать и держаться на поверхности детали). Таким образом обеспечивается прочность всего покрытия (грунт плюс краска).
Грунт кладут на поверхность детали слоем не толще 0,2 мм и после высыхания зачищают наждачной шкуркой до полного выравнивания.
Окрашивают детали мягкими кистями в два слоя, причем второй слой кладут проходами кисти, перпендикулярными тем, которые были при первом покрытии.
При окраске больших поверхностей пользуются пульверизаторами (с небольшим давлением воздуха), при этом можно применять нитрокраски и нитроэмали, которые разводятся разбавителями (растворителями или разжижителями) до соответствующих консистенций. (Перечень разбавителей приведен ниже.) В качестве своеобразного грунта можно применить уксусную эссенцию, которой рекомендуется протирать хорошо зачищенную и обезжиренную деталь. На такой «грунт» хорошо ложатся все виды краски, лаков и эмалей.
Травление стали. Иногда у радиолюбителя возникает необходимость вытравить на той или иной стальной детали или на шильдике надпись. Можно предложить несколько рецептов составов для травления малоуглеродистых и высокоуглеродистых сталей.
Для малоуглеродистых сталей:
серная (или соляная) кислота — 200 г/л;
присадка КС — 2 г/л.
Для высокоуглеродистых сталей:
1) раствор для предварительного травления:
серная кислота — 100 г/л;
присадка КС — 2 г/л;
2) раствор для окончательного травления: едкий калий (натр) —80 г/л.
Поверхность детали покрывают стеарином (в горячем виде), затем по стеарину делают штихелем* необ-
* Штихель — граверный инструмент, служащий для нанесения рисунка на поверхность металла.
22
ходимую надпись, после чего деталь погружают в травящий раствор.
Примечания: 1. Во избежание ожогов необходимо помнить, что кислоту нужно вливать в воду, а не наоборот; в противном случае кислота сильно разбрызгивается и может вызвать ожоги.
2. При попадании кислоты на кожу необходимо место ожога немедленно присыпать кальцинированной (питьевой) содой и промыть водой.
Снятие покрытий со стали (железа). Часто радиолюбителю приходится восстанавливать старые детали со следами каких-либо покрытий. В табл. 6 указаны растворы, которыми можно снять наиболее распространенные покрытия.
Таблица 6
§ 2.МЕДЬ И ЕЕ СПЛАВЫ
Медь—основной металл, применяемый в радиотехнике. Невозможно представить радиотехнические устройства, где бы не применялась медь. Моточные провода, токонесущие детали переключателей, различные соединительные устройства и т. п. — вот далеко не полный перечень деталей, изготовляемых из меди.
Сплавы меди (латунь, бронза и т. д.) идут на различные поделки в радиолюбительских конструкциях. Медь и ее сплавы легко обрабатываются, покрываются никелем, хромом, серебром и химически окрашиваются в различные оригинальные цвета.
23

покрытия меди и ее сплавов
Как уже было сказано, на поверхность меди и ее сплавов можно наносить разнообразные антикоррозийные и декоративные пленки (металлические и неметаллические), а также покрытия, которые предохраняют медные детали, работающие в подвижных сочленениях, от преждевременного истирания.
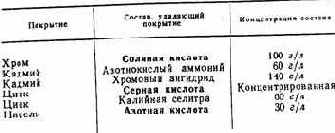
Хромирование. Хромовые покрытия, кроме высоких декоративных качеств, стойки в химическом отношении и обладают большой механической прочностью. Поэтому часто хромируют трущиеся детали, что значительна увеличивает их долговечность.
Детали, предназначенные для хромирования, тщательно зачищают шкуркой, а если необходима блестящая поверхность, то полируют до зеркального блеска,
Примечание. Хорошо очищает медь и ее сплавы кашица и;
мелкой поваренной соли с уксусом.
• После зачистки деталь обезжиривают одним из со-стявов:
|
Температура смеси 90° С, время обезжиривания 1 час. |
,-я смесь: известь гашеная — 35 г/л;
едкий калий — 10 г/л;
жидкое стекло — 3 г/л.
|
2-я смесь: едкий натр (калий) — 75 г/л; жидкое стекло — 20 г/л. 3-я смесь: известь свежегашеная — 350 г/л. |
|
Температура смеси 90° С, время обезжиривания 1 час, |
Третьей смесью деталь тщательно протирают несколько раз.
За обезжириванием следуют промывка в теплой
воде и декапирование в течение 1 мин в 5% растворе серной кислоты. Для этого готовят электролитическую ванну (в эмалированной или стеклянной посуде) следующего состава:
хромовый ангидрид — 400 г/л;
серная кислота (концентрированная) — 4 г/л.
Температура раствора в ванне должна поддерживаться около 60° С.
Анодом (+) в ванне служат несколько свинцовых
пластин (не менее двух), расположенных вокруг хроми
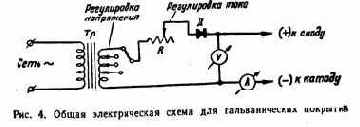
руемой детали. Общая площадь сторон пластин, обращенных к детали, должна быть в 1,5—2 раза больше площади поверхности детали. Деталь служит катодом (—), при этом катодная плотность тока должна быть 8—10 а на каждый квадратный дециметр хромируемой поверхности при напряжении источника постоянного тока 6—9 в (рис, 4). Скорость нарастания слоя хрома 5 мк/час.
По окончаний хромирований Деталь извлекают из электролитической ванны, тщательно промывают водой и протирают сухой ветошью. При необходимости деталь
дополнительно полируют.
Никелирование. Покрытие медных, латунных и бронзовых деталей никелем создает на поверхности детали красивую, блестящую пленку, служащую одновременно
и антикоррозийным покрытием.
Химическое никелирование дает плотную блестящую пленку. Эта пленка^более устойчива ко всем видам воздействия, чем полученная электролитическим никелированием.
Химическое никелирование не требует сложного оборудования и особых затрат на материалы.
Деталь зачищают и, если надо, полируют. Затем обезжиривают в одной из смесей, применяемых при хромировании. Декапирования при этом производить не
нужно.
После этого готовят раствор для никелирования. В эмалированную посуду наливают произвольное количество 10% раствора хлористого цинка («паяльная кислота») и к нему добавляют сернокислый никель до тех пор, пока весь раствор не станет густого зеленого цвета. Полученный раствор нагревают до кипения и в него опускают деталь. В кипящем растворе деталь должна находиться 1—2 час (при этом толщина слоя никеля на детали будет около 5—10 лмс), затем деталь переносят в меловую воду (10—15 г мела на стакан воды) нелегка протирают ветошью. После этого деталь промывают и протирают насухо.
Примечания: 1. Раствор можно использовать еще раз, но хранить его нужно в плотно закупоренной посуде (срок хранения
до 6 месяцев).
2. Никель хорошо ложится и внутри трубок при принудительной
подаче раствора внутрь трубки.
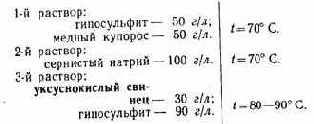
Серебрение. Есть несколько способов серебрения меди и ее сплавов.
Рассмотрим три из них.
1-й способ. Несколько листов матовой фотобумаги «Унибром» разрезают на куски и опускают в раствор фиксажной соли (соль разводят в объеме воды, указанном на упаковке).
27
Зачищенную и обезжиренную деталь помещают в этот раствор и натирают эмульсионным слоем бумаги до тех пор, пока на поверхности детали не образуется плотный слой серебра. После промывки в теплой воде деталь протирают сухой ветошью.
2-й способ. В 300 мл отработанного фиксажа (оставшегося после печатания фотографий") добавляют 1—2 мл нашатырного спирта и 2—3 капли формалина (раствор хранить и работать с ним только в темноте).
Зачищенную и обезжиренную деталь поместить в раствор на 0,5—1,5 час, промыть в теплой воде, высушить и протереть мягкой ветошью.
3-й способ. Приготовить пасту: в 300 мл воды растворить 2 г азотнокислого серебра (ляписа). К раствору подливать 10% раствор поваренной соли до тех пор, пока не прекратится выпадение осадка хлористого серебра. Этот осадок промыть несколько раз (5—6) в
проточной воде.
Отдельно в 100 мл воды растворить 20 г гипосульфита (фотореактив) и 2 г хлористого аммония. Затем в образовавшийся раствор небольшими дозами добав'-пять хлористое серебро до тех пор, пока оно не прекратит растворяться.
Полученный раствор отфильтровать и смешать с тонко размельченным мелом до консистенции густой
сметаны.
Подготовленную деталь (зачищенную и обезжиренную) натирают пастой до образования плотного слоя серебра на поверхности детали. Затем деталь промывают теплой водой и протирают сухой ветошью.
Примечания: 1. При серебрении необходимо пользоваться дистиллированной водой (можно снеговой, дождевой или полученной изо льда бытовых холодильников), иначе могут получиться некрасивые серые пятна на поверхности посеребренной детали.
2. Посеребренные детали не должны соприкасаться с деталями из резины и эбонита, которые содержат серу. При контакте с такой резиной или эбонитом на поверхности серебра образуется пленка сернистого серебра, увеличивающая переходное сопротивление контактов и ухудшающая декоративность покрытия.
Химическое окрашивание латуни. Химическое окрашивание применяют как декоративное покрытие.
Можно получить оригинальные цвета латуни, если обработанную деталь (зачищенную, обезжиренную и
28
промытую) поместить в один на следующих растворов.
|
1-й раствор: гипосульфит—11 г/л; свинцовый сахар — 39 з/л. |
|
Температура раствора 70° С. |
2-й раствор. В 250 мл кипящей воды последовательно растворяют 10 г едкого натра и 10 г молочного сахара. Затем, непрерывно помешивая, подливают к раствору 10 мл концентрированного раствора медного купороса.
Обработанную деталь помещают в один из растворов, и в течение 3—10 мин деталь окрашивается в золотистый, голубоватый, синий, фиолетовый и, наконец,
в радужный цвет.
Когда нужный цвет получен, деталь вынимают, сушат и полируют суконкой.
Синевато-черный цвет латуни получается при погружении подготовленной детали на 1—3 мин в следую-ищи раствор:
аммиак (25% нашатырный спирт) —500 г;
двууглекислая (или углекислая) медь — 60 г;
латунь (опилки) — 0,5 г.
После смешения компонентов раствор энергично взбалтывают 2—3 раза, после чего в него погружают
деталь.
Коричневый цвет латуни получается при погружении, детали в один из следующих растворов.
Чтобы приготовить 3-й раствор, нужно оба вещества растворить отдельно в половинном объеме воды, затем слить их вместе и нагреть до 80—90° С.
29
Примечание. После окрашиваний Де+аЛь йромыаают теплой водой, сушат и покрывают бесцветным лаком.
Химическое окрашивание меди, латуни и бронзы осуществляется так же, как и химическое окрашивание стали (применяются те же растворы, образуются те же
цвета).
Пассивирование латуни. При пассивировании латуни
образуется устойчивая защитная пленка, похожая на позолоту. Эта пленка не боится влаги, поэтому рыболовы пассивируют латунные блесны.
Подготовленную деталь (зачищенную, отполированную и обезжиренную) опускают на 1 сек в раствор, приготовленный из одной части азотной и одной части серной кислоты. После этого деталь сразу же переносят в крепкий раствор двухромовокислого калия (хромпика) на 10—15 мин. Затем деталь промывают и сушат.
Травление меди и ее сплавов. При изготовлении шильдиков, надписей на меди и ее сплавах пользуются
методом травления.
Поверхность детали заливают горячим парафином
(асфальтовым или асфальтобитумным лаком). Штихелем (или другим острым инструментом) делают нужную надпись (необходимо, чтобы в этих местах защитная пленка парафина была удалена до металла). Подготовленную таким образом деталь заливают одним из приведенных ниже составов.
1-й состав: азотная кислота — 75 в. ч.;
 |
fonuao КИСЛОТа '(\г\ " " '
С протравленной детали удаляют парафин и валиком или стеклом наносят краску.
Снятие покрытий с меди и ее сплавов. При снятии старых или неудачно получившихся покрытий с меди
30
или ее сплавов необходимо пользоваться растворами,
указанными в табл. 10.
Таблица 10
§ 3. АЛЮМИНИИ И ЕГО СПЛАВЫ
Алюминий и его сплавы, обладающие высокими электропроводными свойствами, широко применяются
в практике радиолюбителей.
Легкость обработки, возможность наносить электрохимическим путем защитные и декоративные покрытия, найденные способы надежной пайки и ряд других достоинств ставят алюминий и его сплавы (наряду с медью) на одно из первых мест по применению в радиотехнике.
В зависимости от количества примесей различают
несколько марок алюминия.
Основные марки алюминия можно расположить в ряд по мере возрастания в них примесей железа, кремния, меди и т. п.:
АВОООО, АВООО, АВОО, АВО, АОО, АО, Al, A2 и A3.
Алюминий первых пяти марок (наиболее чистых от примесей) применяется для таких узко специальных целей, как использование алюминия в качестве присадки к некоторым сплавам высоких марок (латуни, бронзы и т. п.), изготовление некоторых ответственных узлов электро- и радиоаппаратуры и т. п.
Из алюминия последних четырех марок делают пластины конденсаторов, экраны к контурным катушкам , и лампам и т. п. Алюминий этих марок обладает высокими пластическими данными, что позволяет производить глубокую вытяжку, высадку и т. п.
31
Алюминий применяется в виде сплавов, которые делят на пять основных групп:
1-я группа—сплавы на основе алюминия и магния (АЛ8, АЛ 13);
2-я группа—сплавы на основе алюминия и кремния (АЛ2, АЛ4, АЛ4В, АЛО, АЛ9В);
3-я группа—сплавы на основе алюминия и меди (АЛ7, АЛ7В, АЛ12);
4-я группа—сплавы на основе алюминия, кремния и меди (АЛЗ, АЛЗВ, АЛ5, АЛ6, АЛ10В, АЛ14В, АЛ15В);
5-я группа—сплавы на основе алюминия и других компонентов (АЛ1, АЛ11, АЛ16В, АЛ17В, АЛ18В).
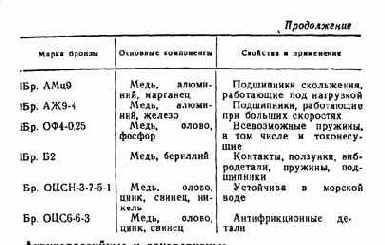
Сплавы некоторых марок, а также основное назначение этих сплавов приведены в табл. 11.
Таблица 11
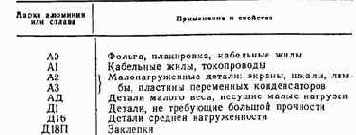
Чаще всего радиолюбителю приходится работать с листовым алюминием и его сплавами. По всему полю листа обычно проставлены марка материала и способ его обработки: горячекатаные листы обозначаются буквой А в конце марки (Д1А); (пожженные листы—буквой М (Д1А-М—горячекатаные, отожженные); полунагартован-ные—буквой П (Д1А-П — горячекатаные, полунагарто-ванные; нагартованные—буквой Н (Д1А-Н); закаленные и естественно состаренные листы—буквой Т (Д1-Т); такие же листы, но с повышенной прочностью — буквами ТВ; неплакированные листы—буквой Б (Д1А-Б-М);
плакированные не имеют особого обозначения, но иногда на листах бывает надпись «Плакированные».
Примечания: 1. Нагартовка — уплотнение поверхности металла механическим путем.
2. Плакирование — покрытие сплавов алюминия тонким слоем наиболее чистого алюминия.
32
Анодирование и оксидирование алюминия и его сплавов
Анодирование—декоративное покрытие алюминия или его сплавов. Процесс прост и не требует громоздкого и дорогого оборудования. Анодирование алюминия или его сплавов—электрохимический процесс.
Пленка, которая образуется при анодировании на поверхности детали, устойчива и может быть окрашена в любой цвет. Иногда применяют анодирование «под
золото».
Анодирование постоянным током. Деталь полируют до зеркального блеска (царапин и вмятин не должно быть), протирают ацетоном (или дихлорэтаном) и химически обезжиривают в одном из приведенных ниже растворов.
1-й раствор: тринатрийфосфат—50 г/л;
едкий натр — 10 г/л;
жидкое стекло — 30 г/л.
Время обезжиривания 2—3 мин, температура раствора 50—60° С.
2-й раствор: тринатрийфосфат — 60 г/л;
едкий натр — 10 г/л;
углекислый натрий — 50 г/л;
жидкое стекло — 30 г/л.
Время обезжиривания 3—5 мин, температура раствора 60—70° С.
3-й раствор: едкий натр —50 г/л.
Время обезжиривания 3—5 мин, температура раствора 50° С.
После обезжиривания желательно провести электролитическое полирование. Полирование производить постоянным током в ванне, где электролитом служит следующий раствор:
фосфорная кислота (уд. вес 1,57) —34% (по весу);
серная кислота (уд. вес 1,83) —34%;
хромовый ангидрид — 4%;
вода —28%.
3 Л. А. Ерлыкш 33
Анодная плотность тока 30—35 а/дм2, температура электролита 75—90° С. Время полирования 5—6 мин, катод—свинцовая пластина.
Вместо электролитического полирования можно произвести химическое полирование, для этого деталь необходимо поместить на 5—10 мин в следующий состав:
ортофосфорная кислота—75 ч. по объему;
серная кислота —25 ч. по объему.
Температура состава должна быть 90—100° С. Деталь после полирования промывают и опускают в ванну (подвеска должна быть алюминиевой, ванной может служить стеклянная, керамическая или эмалированная посуда); электролит—20% раствор серной кислоты (или раствор бисульфата натрия—300 г/л). Температура электролита—не более 20° С; катод—свинцовая пластина. При сложной конфигурации детали необходимо иметь несколько катодов, расположенных вокруг нее на расстоянии 60—90 мм.
Напряжение на электродах должно быть 10—15 в. Анодная плотность тока для алюминиевых деталей (и деталей из плакированного дюралюминия) 1,5—
2 а/дм2, для неплакированного дюралюминия — 2—
3 а/дм2. Время анодирования 25—50 мин.
Качество анодирования проверяют следующим образом. Химическим карандашом проводят черту по анодированной поверхности детали (не на видном месте), которая расположена под проточной водой. Если черта не смывается, анодирование произведено хорошо. Деталь после проверки промывают и опускают на 10— 15 мин в .водный раствор анилинового красителя нужного цвета. Температура раствора должна быть 50— 60° С. Краситель предварительно тщательно фильтруют.
Окончательным процессом является процесс уплотнения пор пленки. Поры уплотняются (закрываются) после кипячения детали в воде в течение 15—20 мин.
В некоторых случаях деталь после просушивания покрывают бесцветным лаком (можно светлыми сортами клеев АВ-4, БФ-2 и БФ-4).
Для окрашивания анодированных деталей пригодны следующие красители: прямой желтый 2Ж, ализариновый желтый, ализариновый красный, кислотный рубиновый, кислотный синий, прямой синий М, анилиновый
34
голубой, метиленовый голубой, прямой зеленый ЖЖ, основной фиолетовый, кислотный желтый 3, кислотный оранжевый 2Ж, кислотный черный М и некоторые
другие.
Наиболее эффективной окраской анодированного покрытия является окраска «под золото». Ниже приведены рецепты данной окраски.
Под «желтое» золото: кислотный оранжевый
2Ж-0,1 г/л;
кислотный желтый 3—0,1 г./л;
кислотный черный М—0,1 г/л.
Температура раствора 17—20° С, время окрашивания 7 мин.
Под «красное» золото: кислотный оранжевый
2Ж—0,1 г/л;
кислотный черный М—0,1 г/л.
Температура раствора 60° С, время окрашивания
5 мин.
Золотистый цвет можно также получить, опустив деталь в 10% раствор хромпика на 10—12 мин (температура раствора 90° С).
Анодирование переменным током. Если у радиолюбителя нет источника постоянного тока, анодирование можно выполнить переменным током напряжением 10— 15 в. При этом все операции—предварительная обработка, окрашивание, уплотнение пленки—аналогичны операциям при анодирования постоянным током. Анодирование заключается в следующем.
Две детали (предварительно подготовленные) помещают в ванну. Если анодируется одна деталь, то она и является Первым электродом, а вторым может быть обработанная алюминиевая болванка (или лист). Контакты токоподводов (алюминиевых!) должны быть очень хорошими; лучше соединять деталь с токоподво-дом склепыванием или пайкой.
При анодировании переменным током электролитом служит 20% раствор серной кислоты. Условия анодирования следующие.
1. Для алюминия и плакированного дюралюминия плотность тока 1,5—2 а/дм2 при напряжении 10—12 в.
з* 35
Время анодирования 30—35 мин, температура электро-лита — не выше 25° С.
2. Для неплакированного дюралюминия плотность тока 2—3 а/дм2 при напряжении 12—15 в. Время анодирования 25 мин, температура электролита—около 20° С.
Оксидирование алюминия и его сплавов. При помощи оксидирования можно получить пленку мягких тонов (но менее устойчивую, чем при анодировании).
Как и при анодировании, деталь предварительно обрабатывают (обезжиривают и полируют) и помещают на 10—20 мин в следующий раствор:
углекислый натрий — 50 г/л;
хромовокислый натрий—15 г/л;
едкий натр — 2,5 г/л.
Температура раствора должна быть 80—100° С. Затем деталь промывают в воде и помещают в кипяток на 15—20 мин. Вместо кипячения деталь можно опустить в 2% раствор хромового ангидрида на 10— 15 мин (температура раствора 20° С). Высушенную деталь желательно покрыть бесцветным лаком.
Есть и другой способ оксидирования алюминия. Деталь крацуют (чистят поверхность детали щеткой с железным ворсом), делая небольшие штрихи в разных направлениях (создавая определенный рисунок). Стружку и грязь удаляют с поверхности детали чистой ветошью. Чистую поверхность детали покрывают ровным слоем 10% раствора едкого натра (температура раствора 90— 100° С). После высыхания раствора поверхность детали покрывается красивой пленкой с перламутровым отливом. Сверху пленку покрывают бесцветным лаком.
Примечание. Для получения более красивой пленки необходимо перед нанесением раствора едкого натра нагреть деталь до температуры 80—90° С.
Осветление алюминия. Окисную пленку (грязного темного цвета) с алюминия легко снять, протерев деталь следующим раствором:
бура — 50 г/л;
нашатырный спирт — 5 мл/л.
Деталь покрывают раствором и после высыхания протирают ветошью.
36
Осветление силумина. Детали из силумина (сплав алюминия с кремнием) быстро покрываются окисной пленкой темных тонов. Для того чтобы деталь длительное время оставалась блестящей, ее необходимо осветлить.
Деталь зачищают и, если надо, полируют, затем
обезжиривают в одном из растворов, применяемых при анодировании. Обезжиренную и промытую деталь помещают на 10—20 мин в следующий раствор:
хромовый ангидрид — 100 г/л;
серная кислота (уд. вес 1,84) — 10 г/л.
После этого деталь промывают и сушат.
Химическое никелирование алюминия почти не отличается от химического никелирования стали, за исключением того, что декапирование заменяется операцией снятия с алюминия окисной пленки. Для этого предварительно обработанную деталь погружают на 2—3 мин в 50% раствор азотной кислоты.
Травление алюминия и его сплавов. Для изготовления шкал, шильдиков и просто надписей на алюминии и его сплавах применяют травление.
Чаще всего применяют следующий раствор для
травления:
едкий натр (калий) — 100—200 г/л;
поваренная соль — 13 г/л;
соляная кислота — 50—100 г/л.
II. ПАЙКА.
Пайка в практике радиолюбителей занимает важное место и является хотя и несложным, но довольно трудоемким процессом. Применяется пайка главным образом при выполнении монтажных работ, а также в некоторых других случаях. Качество пайки во многом определяет нормальную и надежную работу аппаратуры, ее электрические (переходные сопротивления) и механические (прочность) свойства. Прочность пайки в первую очередь зависит от того, насколько тщательно подготовлены спаиваемые детали. Поэтому с поверхности металла необходимо удалить окисные пленки, которые мешают дифундировать (проникать) припою в спаиваемые металлы. Для этого используются флюсы, которые удаляют окислы и защищают поверхность спаиваемых деталей от дальнейшего окисления.
§ 4. ПРИПОИ
Припоем называется легкоплавкий сплав, температура плавления которого ниже температуры плавления спаиваемых металлов.
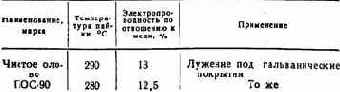
В табл. 12 даны свинцово-оловянистые припои. Цифра в марке припоя указывает процентное содержание олова; остальное в припое—свинец.
Таблица 12
38
Продолжение
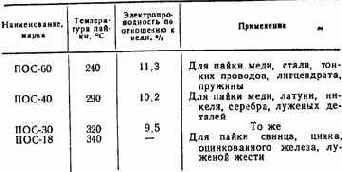
Легкоплавкие припои применяют для пайки металлов и сплавов с низкой температурой плавления, а также приборов, боящихся перегрева (полупроводники);
кроме того, они идут на изготовление плавких предохранителей. В табл. 13 приведены данные основных
легкоплавких припоев.
Таблица 13
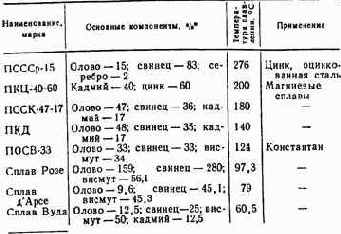
* Любой из легкоплавких припоев можно приготовить, расплавляя указанные компоненты в той последовательности, в какой они приведены в таблице.
39
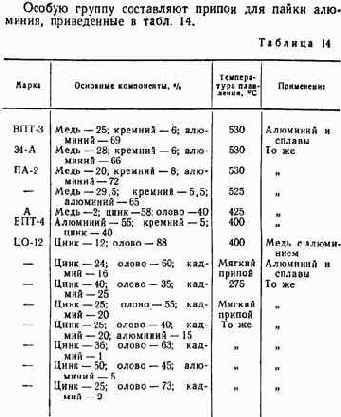
Наряду с легкоплавкими применяются твердые при-1ои (<плавл>350° С), которые дают прочные соединения. Повышенные температуры плавления твердых припоев зе позволяют производить пайку обыкновенным паяльником, поэтому при пайке твердыми припоями приходится пользоваться паяльной лампой, газовой горелкой, специальным паяльником и другими приборами. Методы пайки и основной инструмент указаны ниже. Основные твердые припои приведены в табл. 15.
10

Все твердые компоненты следует измельчить до консистенции пудры. Олово измельчается следующим образом. Небольшое количество расплавленного металла помещают в холщовую тряпку и сверху прокатывают несколько раз валиком (бутылкой и т. п.). После остывания порошок олова отделяется. С остальным оловом эту операцию повторяют несколько раз. Затем все компоненты тщательно смешивают и полученную пасту наносят на зачищенные места спаиваемых деталей. Детали прижимают друг к другу и нагревают до температуры 300° С.
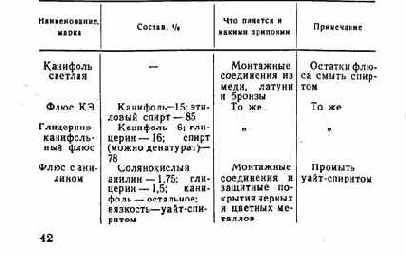
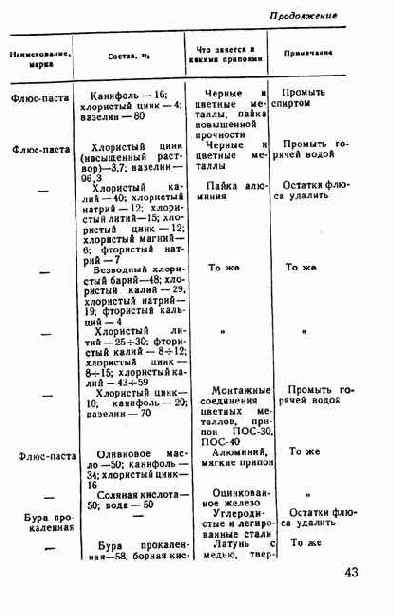
§ 5. ФЛЮСЫ
Флюсы применяются для очистки поверхности спаиваемых деталей от окислов и предотвращения дальнейшего окисления подготовленных поверхностей.
Правильный выбор флюса обеспечивает прочную и красивую пайку. Необходимо помнить, что некоторые из флюсов довольно агрессивны по отношению к металлам, поэтому по окончании пайки остатки флюса надо немедленно удалять. Пары некоторых флюсов вредны для человека, при работе с ними необходима вентиляция.
В табл. 16 указаны основные флюсы, а также их компоненты и особенности.
Т А К ........ 1 f
Продолжение
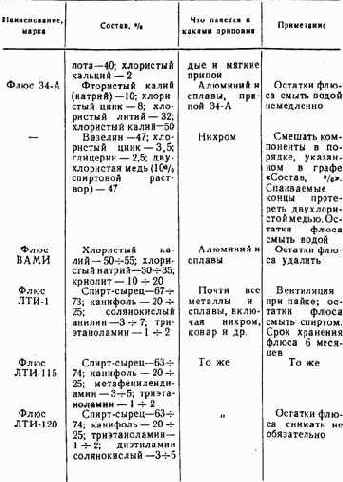
Примечания: 1. Все компоненты флюсов смешивают в той последовательности, в какой они приводятся в таблице.
2. Если особо не оговорено, то применяют вазелин — технический, спирт—этиловый, хлористый цинк—порошок, канифоль— светлую.
44
Флюс яз мыла. Флюс высокоактивен, но не вызывает коррозии металла. Обладает, высокой смачивающей способностью. Поэтому его можно применять при пайке деталей сложной конфигурации из меди, ее сплавов, железа, стали, ковара и других металлов.
Кусок хозяйственного мыла (60%) измельчают на терке и разваривают в эмалированной посуде. Воды брать по весу в два раза больше, чем мыла. В неостывший раствор небольшими порциями вливают, помешивая, соляную кислоту с избытком. Избыток кислоты определяется индикатором — полоской бумаги, смоченной водным раствором пургена (фенолфталеин с сахаром). При избытке кислоты бумажка краснеет.
Всплывающие на поверхность раствора жирные кислоты собирают в отдельную посуду, затем тщательно промывают теплой водой при энергичном помешива-нии. В течение 10—15 мин раствор отстаивается, воду сливают, а оставшиеся жирные кислоты разогревают и смешивают с равным количеством светлой канифоли.
Методы пайки
Пайка обычными (мягкими) припоями чрезвычайно проста. На зачищенную деталь наносят флюс, а затем нагретым и залуженным паяльником—припой. Качество пайки зависит от свойств припоя, флюса и степени нагрева детали. После пайки остатки флюса удаляют.
Высокоактивные флюсы (флюс с анилином, ЛТИ-1, ЛТИ-115, ЛТИ-120) обеспечат прочную и красивую пайку, если даже не зачищать и не обезжиривать деталь. Это особенно важно при пайке литцендрата, проводов из мишуры и тонких пружин.
Пайка твердыми припоями производится в кузнечном горне или в пламени специальной горелки (паяльная лампа, газовая горелка и т. п.). Спаиваемые детали зачищают, место спая сжимают и нагревают, затем на место пайки наносят флюс и припой. Припой удобнее применять в виде полосок или проволоки. Если спаиваемые детали различны по размерам, то нагреется более массивная деталь. После нанесения твердого припоя деталь охлаждают до 100—120° С и затем опускают в воду. После такого охлаждения шов приобретает добавочную крепость, окалина и остатки флюса отвали-
45
ваются сами и деталь не требует дополнительной зачистки.
Для пайки твердыми припоями пользуются самодельными газовыми горелками и специальными паяльниками. При спаивании небольших деталей можно применять воздуходувную трубочку (фефку) и обыкновенную спиртовку.
§ 6. ПАЙКА АЛЮМИНИЯ
При применении флюсов и припоев, предназначенных специально для пайки алюминия (указанных в данном разделе), процесс спаивания двух алюминиевых деталей не представляет труда. Но из-за дефицитности некоторых компонентов флюсов радиолюбитель иногда не
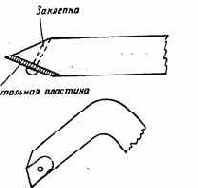
Рис. 5. Паяльник для пайки алюминия мягкими припоями
может их применить. Поэтому рассмотрим упрощенные методы пайки алюминия и его сплавов.
Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на наждачную бумагу (со средним зерном) и горячим залуженным паяльником прижимают к наждачной бумаге. Провод несколько раз разными сторонами протягивают по шкурке, при этом паяльник от провода не отнимают и на залуживаемый
46
конец все время добавляют канифоль. Провод залужи-вается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком.
При пайке листового алюминия (и его сплавов) на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Шов под слоем канифоли залуживается и спаивается. Лишний припой удаляют.
В последнее время радиолюбители стали применять более оригинальный способ пайки алюминия и его
сплавов.
На жало паяльника твердым припоем (или заклепками) прикрепляют стальную пластину (рис. 5).
Примечание. Если паяльник имеет сменные стержни, то один из них можно приспособить специально для пайки алюминия и его сплавов.
Деталь в месте пайки покрывают канифолью, затем горячим залуженным паяльником начинают с небольшим нажимом протирать шов так, чтобы стальная пластина снимала пленку окиси (в этом случае пайка проходит более продуктивно).
Примечания: 1. Во всех трех вышеприведенных случаях пайка производится мягкими припоями. 2. Качество шва — низкое.
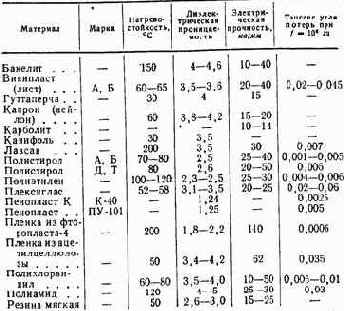
III. ПЛАСТМАССЫ, СЛЮДА, РЕЗИНА, БУМАГА, ТКАНИ, СТЕКЛО.
Пластмассы. В практике радиолюбителя могут встретиться пластмассы в виде пленки (диэлектрик малогабаритных переменных конденсаторов), листов (материал для коробок, панелей и т. п.), блоков (материал для каркасов катушек), порошков (материал для прессования) и т. п. В табл. 17 приведены некоторые диэлектрические материалы и их данные.
Таблица 17
48
Продолжение
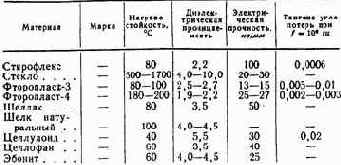
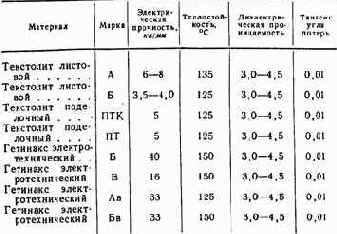
Широко применяются при изготовлении различных радиоустройств слоистые пластики—текстолит и гети-накс. Обладая невысокими диэлектрическими свойствами, они применяются для изготовления неответственных изоляционных деталей в низкочастотных цепях.
Текстолит и гетинакс хорошо обрабатываются (в том числе и на токарном станке).
В табл. 18 приведены наиболее часто встречающиеся марки текстолита и гетинакса.
Таблица 18
|
4 Л. А. Ерлыкин |
|
49 |
Мягкие диэлектрики образуют небольшую группу материалов, идущих на пропитку различных катушек (табл. 19).
Таблица 19
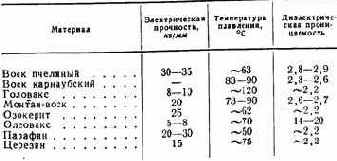
По применению пластмассы разделяют на конструкционные, электроизоляционные, высокочастотные, декоративные и т. д.; в зависимости от связующего вещества той или иной пластмассы—пластмассы холодного
и горячего прессования.
Кроме того, все пластмассы делят на термопластичные (обратимые) и термореактивные (необратимые).
Конструкционные и декоративные пластмассы радиолюбители применяют для изготовления коробок приемников, приборов, некоторых конструкционных деталей, декоративных элементов, фальш-панелей и т. п. Наиболее доступен из материалов этой группы плексиглас (органическое стекло). Эта термопластичная пластмасса имеет много расцветок, хорошо обрабатывается, склеивается, окрашивается. Радиолюбители штампуют —л+гетовой плексиглас в горячем виде простыми деревянными штампами.
Плексиглас хорошо окрашивается в молочный и белый цвета. Слабую матовую окраску можно получить, если материал разогреть в какой-либо жидкости (или воскообразном веществе), температура кипения которой выше 120° С (головакс, растворы солей и т. п.).
Лучше всего обрабатывать поверхность плексигласа кислотами. Для этого материал опускают в концентрированный раствор серной кислоты на 5—10 мин до об-
50
разования плотной молочного цвета окраски, затем его промывают сначала в растворе питьевой соды, потом в теплой воде.
Окрасить плексиглас также можно, опустив его в анилиновый краситель, растворенный в ацетоне.
В последнее время стал широко применяться и другой конструкционный материал—винипласт (уплотненный полихлорвинил). Этот материал хорошо обрабатывается, прессуется, содержит наполнитель (тальк и пр.), который делает его непрозрачным; окрашен обычно в темные тона.
Детали, изготовленные из винипласта, отличаются большой прочностью и высокой ударостойкостью.
Соединять детали из винипласта можно не только сваркой (до последнего времени это был единственный способ соединения), но и склейкой. В разделе IV приводятся рецепты клеев для винипласта.
Для изготовления конструкционных деталей, которые подвергаются высоким нагрузкам (кронштейны, стойки, подшипники скольжения, шестерни), начали применять термопластичные пластмассы—полиамиды (капрон, нейлон и т. п.).
Конструкционные любительские пластмассы применяют при изготовлении разнообразных деталей, не несущих больших нагрузок (стойки, кронштейны, обоймы), деталей оформления радиоустройств (ящики, коробки, обрамления, наличники), а также ручек различного инструмента.
Приготовление этих пластмасс по приводимым ниже рецептам несложно.
1-й рецепт: магнезит—35%;
мелкие древесные опилки—65%.
Компоненты тщательно перемешивают, заливают 0,1% раствором хлорного магния и размешивают до тестообразного состояния.
Основной вид получения заготовок из данной пластмассы—литье в формы и изложницы. Застывая, пластмасса приобретает крепость камня, при этом она хорошо обрабатывается: пилится, сверлится и обтачивается. Применяют ее обычно для изготовления стоек, кронштейнов, для заливки отверстий в абразивных кругах и т. д.
|
4* |
|
51 |
2-й рецепт: мелкие древесные опилки —10 в. ч.;
тальк молотый—4 в. ч.
Компоненты перемешивают, заливают жидким (консистенции сметаны) столярным клеем и размешивают до тестообразного состояния. Желательно ввести в состав пластмассы 0,3—0,5 в. ч. алюминиевых или алю-мокалиёвых квасцов, которые предупреждают появление плесени и тем самым сохраняют прочность пластмассы.
Чтобы пластмасса была более пластичной, в нее вводят 0,5 в. ч. натуральной олифы.
Пластмассу можно окрашивать «в массе», добавляя к ней небольшое количество анилинового красителя нужного цвета.
Можно заменить столярный клей казеиновым (антисептиком служит 5—10% раствор нашатырного спирта, на котором приготовляют клей).
Пластмасса, приготовленная по 2-му рецепту, менее прочна, чем пластмасса, приготовленная по 1-му рецепту. Из нее можно изготавливать детали, не подвергающиеся большим нагрузкам: всевозможные наличники и обрамления для телевизионных трубок и приемников, различные декоративные (лепные) украшения и т. п.
Более прочной и быстровысыхающей (но более дорогой) получается пластмасса на сгущенном нитролаке (т. е. на нитроклее).
После просушки полученную деталь шпаклюют (причем шпаклевка должна быть приготовлена на основе того клея, который применялся для изготовления самой пластмассы), зашкуривают и окрашивают.
3-й рецепт: самодельные текстолиты. Чаще всего это—тканевая основа, пропитанная клеем (столярным, казеиновым или нитроклеем). В практике радиолюбителей такие текстолиты применяют для изготовления футляров небольших (карманных и переносных) приемников, защитных кожухов к выносным трубкам телевизоров и т. п.
Для небольших конструкций используют хлопчатобумажный или шелковый трикотаж (старые майки, рубашки и т. п.); ткань должна быть чистой.
Для больших конструкций лучше применять мешочную ткань. Слой ткани натягивают на форму, покрытую
52
парафином, закрепляют, смазывают клеем, затем натягивают следующий слой ткани—и так несколько раз. Более подробно об изготовлении деталей из такой пластмассы будет сказано ниже.
4-й рецепт: пластмасса, изготовленная из полосок газетной бумаги.
Модель покрывают парафином, затем накладывают первый слой размоченных в горячей воде полосок газетной бумаги и промазывают их клеем (лучше столярным). Каждый последующий слой полосок нужно наклеивать перпендикулярно к предыдущему. Наклеив таким образом четыре слоя, делают промежуточную сушку. Процесс повторяют несколько раз—до получения нужной толщины.
Деталь полностью высыхает за 24 час, затем ее шпаклюют, зашкуривают и окрашивают.
Полученную пластмассу можно применять для изготовления ряда неответственных деталей (крышки футляров, задние стенки приемников и т. п.).
5-й рецепт: обычное папье-маше, из которого делают детские игрушки.
Состав папье-маше:
сухая бумажная масса — 10 в. ч.;
тонкопросеянный мел (или тальк) — 3 в. ч.;
столярный клей (сухой) — 2 в. ч.;
мука пшеничная — 3 в. ч.
Сначала готовят бумажную массу, для чего мельчат газетную бумагу, заваривают крутым кипятком и выдерживают в горячей воде 1—2 суток. Как только масса разварится до образования тонкоконсистентной взвеси, воду отцеживают и массу сушат. Высушенная масса легко превращается в порошок, который и служит основой папье-маше.
Бумажную массу перемешивают с мелом и заливают клейстером, изготовленным из столярного клея и муки. Для антисептирования необходимо добавить в клейстер 0,2 в. ч. алюминиевых квасцов. Массу можно окрашивать анилиновыми красками.
Полученное тесто наносят на модель, предварительно покрытую парафином. После полного высыхания деталь обрабатывается шкуркой так, чтобы не было неровностей, грунтуется и окрашивается.
53
Папье-маше можно заливать в формы и изложницы. 6-й рецепт: пластмасса с довольно высокими меха-дическими свойствами. Состав (в весовых частях):
сухая бумажная масса — 5;
клей столярный сухой — 28;
тонкопросеянный мел — 60;
глицерин технический — 2,5;
Этиловый спирт —3,5;
охра сухая — 1.
Сухую бумажную массу заливают теплым столярным клеем. Затем (при помешивании) добавляют мел, глицерин, спирт и охру. После тщательного перемешивания полученная масса не должна прилипать к рукам. Дальнейший процесс аналогичен приготовлению пластмассы
по 2-му рецепту.
Особопрочные пластмассы. К ним относятся пластмассы АКР-7 и стирокрил, предназначенные для изготовления зубных протезов.
Из пластмасс АКР-7 (базовый) и стирокрила можно
с успехом изготовлять клавиши и кнопки, ручки и шестерни, декоративные решетки для карманных приемников и футляры к ним.
Изготовление деталей из этих пластмасс будет рассмотрено ниже.
Детали из полиамидов, акрилатов и полистирола.
Сырьем для изготовления этих деталей служат всевозможные полиамиды (старые капроновые чулки, тряпки из капрона, нейлона, силона, дедерона и т. п.), рыболовные лески и другое вторичное сырье из этих материалов, акрилаты (органическое стекло, акрил-пласт-
массы), а также полистирол.
Сырье тщательно обезжиривают в 10% содовом растворе (температура раствора 50—60° С) в течение I час, затем промывают в теплой воде и загружают в пресс-машину (рис. 6). Твердые материалы перед загрузкой
измельчают до размеров менее 5 мм.
Пресс-машина представляет собой отрезок латунной трубы / с припаянным снизу донышком. Сверху трубы в специальных петлях помещается перекладина 2, в которой имеется отверстие с резьбой, куда ввертывается винт 3 с ручкой (винт взят от струбцинки). При помощи этого винта в трубе перемещается поршень 4, кото-
54
 |
рый и выдавливает размягченный материал через литник 5 в подготовленную заранее форму.
Обезжиренные материалы размягчаются при температуре 100—200° С. Для получения такой температуры
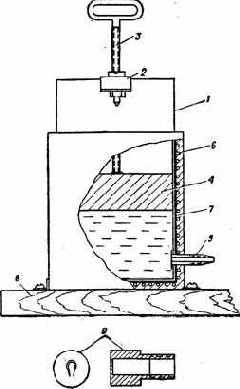
Рис. 6. Пресс-машина:
/ — латунная труба; 2 — перекладина; 3 — винт; 4 — поршень; 5 — литник; 6 — спираль от электроплитки;
7 — слюда; 8 — основание; 9 — фильер
на цилиндр наматывается распущенная спираль 6 от бытовой электроплитки. Предварительно труба обвертывается слюдой 7. По дну трубы необходимо провести нагревательный провод, который укладывают на слюду
55
(как показано на рис. 6) и сверху обмазывают пастой (крошка слюды, замешанная на силикатном клее). Такую обмазку необходимо сделать и вокруг всей трубы (сверху проволоки) и обмотать асбестовым шнуром. Чтобы регулировать температуру нагрева, спираль включается в электросеть через реостат или автотрансформатор.
Пресс-машину устанавливают на деревянное основание 8.
Примечания: 1. При любой обработке пластмасс и особенно после их резания (сверления, токарной обработки и т. п.) необходимо кипячением в воде (более часа) снять остаточные напряжения. В противном случае деталь может растрескаться в местах обработки
и расколоться.
2. При использовании в качестве сырья чулок из капрона, нейлона и т. п. надо удалить все швы, срезать носок и пятку, так как
они делаются из других материалов.
3. При использовании капроновых тканей нельзя использовать такие, у которых основа изготовлена из хлопчатобумажной или другой нитки.
Для получения различных декоративных окантовок необходимо изготовить фильеры 9 нужной конфигурации. Фильер навинчивается на литник. При выдавливании масса приобретает профиль отверстия фильера; по выходе из фильера масса должна быть охлаждена в
холодной воде.
Необходимо отметить, что при помощи данной пресс-машины (с применением фильеров) можно изготовить и изоляционные прокладки из полихлорвинила (изоляционные окантовки для металлостеклянных телевизионных трубок и т. п.). Температура размягчения полихлорвинила 80—100° С; при использовании других, не указанных здесь материалов, для определения температуры размягчения надо пользоваться данными табл.17, помня, что там даны температуры начала размягчения.
Слюда. Слюда представляет собой негорючий, слоистый минерал с высокими диэлектрическими параметрами.
Есть две разновидности природной слюды: муска-
внт—с высокими электрическими данными и флогопит—с пониженными электрическими данными. Первая применяется в основном в радиотехнике, вторая—в электротехнике.
56
Ряд материалов, основой которых служит слюда, также применяются как термо- и электроизоляционные материалы. Размолотая слюда—миканитовая пыль— служит в огнеупорных замазках наполнителем.
Разновидности слюды и некоторые материалы на ее основе приведены в табл. 20.
Таблица 20
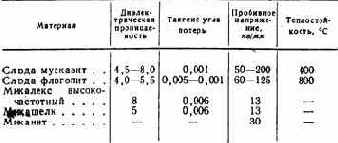
Наиболее часто встречаются следующие марки слюды:
СО—слюда образцовая (мускавит);
СФ—слюда фильтровая (мускавит);
СНЧ—слюда низкочастотная (мускавит);
СВЧ—слюда высокочастотная (мускавит);
СЗ — слюда защитная (мускавит и твердый флогопит).
Примечание. При изготовлении и ремонте различного оборудования, и особенно паяльников, иногда бывает необходимо изогнуть слюду с малыми радиусами изгиба. Чтобы при этом слюда не крошилась и не ломалась, ее необходимо предварительно прокалить до светло-желтого цвета. Слюда становится более эластичной и изгибается, не трескаясь и не ломаясь.
Резина. Резина — эластичный изоляционный материал, обладающий невысокими электрическими данными. Обычная резина, которую выпускает промышленность, имеет три разновидности: мягкая, средней твердости и твердая. Кроме указания твердости, иногда на резине стоят буквы: А—малонабухающая в бензине;
Б — набухающая в бензине. Большинство амортизаторов и амортизационных прокладок радиолюбители де-
57
лают из резины, хотя в последнее время для этих целей стали применять и некоторые пластики.
Мягкая листовая резина идет на изготовление пас-сиков для любительских магнитофонов.
Микропористая резина применяется для различных звукопоглощающих покрытий (например, при создании высококачественных звуковых агрегатов).
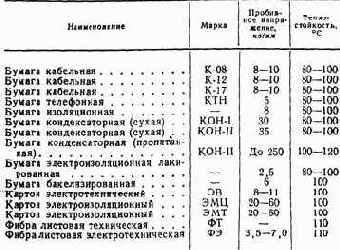
Бумага. Бумага — наиболее дешевый изоляционный материал, имеет невысокие электрические данные, но после соответствующей обработки (пропитки) может соперничать с лучшими изоляционными материалами. Применяется в основном при изготовлении постоянных конденсаторов и обмоток трансформаторов.
Картон идет на изготовление изоляционных прокладок, каркасов катушек трансформаторов и т. п.
Данные некоторых бумаг и картонов даны в табл. 21.
Таблица 21
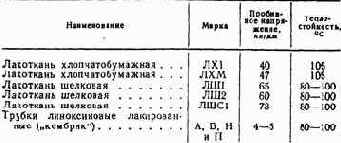
Ткани. Широко применяются для декоративных отделок готовой аппаратуры. В сочетании с изоляционными лаками и смолами являются основой некоторых изоляционных материалов.
58
Данные некоторых тканевых изделий даны в табл. 22. Таблица 22
При изготовлении сложных радиотехнических устройств радиолюбителю часто бывает необходимо маркировать концы, изолированные линоксиновыми трубками. Ниже приводится состав для такой маркировки (в весовых частях):
краситель (азур синий, нигрозин спирторастворимый, двуокись титана, окись цинка) — 5;
бакелитовый лак — 7;
этиловый спирт — 100.
В одной трети спирта разводят один из красителей, к нему добавляют бакелитовый лак. Все размешивают и доливают остальной спирт.
В последнее время линоксиновые трубки вытесняются более дешевыми — полихлорвиниловыми. Состав для маркировки таких трубок (в весовых частях) следующий:
дихлорэтан — ЮО;
нигрозин спирторастворимый — 0,5;
анилиновый краситель спирторастворимый— 5;
уксусная кислота (концентрированная) — 1.
Компоненты смешиваются в порядке их записи, смесь отстаивается 2 час и фильтруется.
Стекло. Основным материалом для различных шкал, защитных стекол приборов, изготовления оптики, зеркал и т. д. служит стекло. Основные виды обработки стекла — резка, сверление и склеивание.
59
Резка стекла алмазом или стеклорезом проста и не требует особого объяснения. Но иногда возникает необходимость вырезать стекло сложной конфигурации. Для этого на стекло наносят рисунок нужной формы, но так, чтобы одна сторона этого рисунка приходилась на край заготовки." На этом месте делают запил трехгранным личным напильником. Раскаленным острым предметом (прибор для выжигания по дереву с полным накалом или паяльник для пайки твердыми припоями, описанный в одном из последующих разделов) медленно обводят нарисованный контур. Под раскаленным предметом будет непрерывно образовываться трещина, заметная невооруженным глазом. Далее лишнее стекло небольшими участками обламывают (лучше в воде). Готовую деталь кипятят в воде в течение часа.
По желанию края можно опилить некрупным абразивным бруском.
Отверстия в с т е кл е. Отверстия в стекле моЖ-но сделать одним из нижеприведенных способов.
1-й способ. Отверстие в стекле сверлится обычным сверлом без большого нажима. Стекло должно лежать на твердой и ровной поверхности. Сверление производить только через кондуктор (кусок металлического листа 5—8 мм с отверстием, равным диаметру толщины сверла), плотно прижатый к стеклу.
При сверлении место будущего отверстия непрерывно смачивать следующим составом (в весовых частях):
, камфора — 8;
скипидар — 12;
эфир — 3.
2-й способ. Сверление производится плоским сверлом (заточенным лопаточкой) также через кондуктор. Сверло должно вращаться попеременно то в одну, то в
другую сторону.
Эмульсией в этом случае служит силикатный клей (жидкое стекло); эмульсия меняется каждый раз, как только она помутнеет.
3-й сп-особ. Сверлом может быть подходящая по диаметру медная (хуже латунная) трубка; кондуктор
здесь также необходим.
На место будущего отверстия наносятся несколько капель силикатного клея с наждачным порошком (луч-
60
ше корундовым № 180—240); при сверлении данная смесь непрерывно обновляется.
Отверстия в относительно толстом стекле (более 4 мм) сверлятся медной трубкой, слегка расширенной на конце (кернером или другим подходящим инструментом), что облегчает процесс сверления на окончательной стадии и уменьшает вероятность повреждения стекла.
Склейка оптического стекла.
Оптическое стекло клеится специальными клеями высокой прозрачности, такими, как пихтовый бальзам и бальзамин.
Стекло перед склейкой тщательно обезжиривают дихлорэтаном или ацетоном и протирают чистой замшей. Клей наносят на обе склеиваемые детали, после чего их зажимают в струбцине. При этом надо следить, чтобы не было пузырьков воздуха в месте склейки.
К другим материалам стекло приклеивается различными клеями, цементами и замазками, рецепты которых приведены ниже,
IV. КЛЕИ, ПАСТЫ, ЗАМАЗКИ, ЛАКИ. РАЗБАВИТЕЛИ.
§ 7. КЛЕИ
Клеи широко используются в радиолюбительской практике. Применение соответствующего клея в сочетании с правильно выдержанной технологией позволяет просто и надежно соединять металл со стеклом, резиной, склеивать пластмассу, фарфор и многое другое. Ниже приводятся наиболее распространенные клеи.
Крахмальный клейстер — это клей для бумаги; его
состав:
крахмал — 60—80 г/л;
бура — 25 г/л.
Крахмал растворяют в */5 части воды (холодной), тщательно размешивают, заваривают остальной водой (крутой кипяток) и, наконец, вводят в клейстер буру. Клейстер из муки—это клей для бумаги и картона;
его состав:
- - мука — 200 г/л;
клей столярный (сухой) — 50 г/л.
Муку замешивают холодной водой до тестообразного состояния и заливают горячим столярным клеем (температура 80° С). Клей обязательно процедить.
Переплетный клей. К разведенному горячему столярному клею (прямо в водяной бане) добавляют Vao часть (от общего объема клея) глицерина.
Гуммиарабик—клей для бумаги и картона изготовляется из камеди (застывшего сока) некоторых плодо-
62
вых деревьев (вишни, сливы, абрикоса, терновника, белой акации и др.).
Камедь размельчают в порошок и разводят теплой водой до консистенции жидкой сметаны.
Особый клейстер обладает повышенными клеящими
данными.
Состав этого клея:
пшеничная мука — 30 г/л;
квасцы алюминиевые —0,5 г/л.
Пшеничную муку замешивают холодной водой до образования жидкого теста. В остальной воде (нагретой до 50° С) растворяют алюминиевые квасцы; в полученный раствор помещают тесто и кипятят до образования прозрачной сиропообразной массы.
Декстриновый клей — распространенный клей для бумаги. Рецепт приготовления прост: декстрин из расчета 400 г/л разводят холодной водой.
Клей для картона. В 100 в. ч. воды растворяют 9 в. ч. конторского (силикатного) клея, 6 в. ч. картофельной муки и 1 в. ч. сахара. Полученную кашицу необходимо подогреть до получения однообразной массы.
Фотоклей. Состав фотоклея:
крахмал — 60 г/л;
квасцы алюминиевые — 40 г/л;
мел (зубной порошок) — 40 г/л;
синька сухая — 1 г/л.
Крахмал заливают 10 в. ч. теплой воды, размешивают и доливают 30 в. ч. крутого кипятка. Отдельно растворяют квасцы в теплой (оставшейся) воде, раствор вливают в клейстер и хорошо размешивают. Через полчаса добавляют и клейстер мел (зубной порошок и синьку) и тщательно перемешивают.
Клей хранить в закрытой стеклянной посуде. Клей для наклеивания ткани, дерматина и кожи на древесину. Состав клея дан в весовых частях:
мука пшеничная — 40;
канифоль — 3;
квасцы алюминиевые— 1,5;
вода — 10.
63
Все сухие компоненты смешивают, заливают водой и размешивают. Полученную тестообразную массу ставят на слабый огонь и помешивают до тех пор, пока масса не начнет густеть.
Склеивание производить горячим клеем.
Казеиновый клей. Склеивает бумагу, дерево, ткани. кожу и керамику. Казеин (порошок) разводят в холодной воде из расчета 250 г/л, подливая воду небольшими порциями и непрерывно помешивая клеевую массу.
Для антисептирования в клей вводят 200 г/л буры или разводят его в 10—15% растворе аммиака (нашатырного спирта). Это особенно важно при склеивании толстых, медленно высыхающих деталей, так как при отсутствии этих компонентов детали быстро плесневеют и портятся.
Добавление алюминиевых квасцов (100 г1л) делает клей более водоупорным.
Столярный клей—ем, раздел V.
Клеевая паста. При склеивании древесины с другими материалами, а также при грунтовке деревянных деталей применяют клеевую пасту. Эту пасту получают путем замешивания в горячий столярный клей или мелкопросеянной золы, или сухого просеянного мела, или миканитовой пыли, или сухой крошки асбеста .и т. п.
Примечание. Клеевую пасту также можно получить, смешивая вышеуказанные наполнители почти с любым клеем. Пасты идут не только на склеивание и грунтовку, но и на соединение деталей, у которых зазоры при склеивании превышают установленные нормы (более 0,2 мм).
Водоупорный клей. Если в горячий столярный клей добавить одну часть натуральной олифы (считая клей как четыре части), получится хороший водоупорный клей.
Синдетикон — универсальный клей, идущий на склейку многих материалов. При добавлении в него мелкопросеянной золы или сухого мела получается хорошая шпаклевка.
Состав клея:
столярный клей — 200 г/л;
сахар —200 г/л;
известь гашеная — 70 г(л.
64
Растворяют в воде сахар, затем известь и нагревают на медленном огне до получения прозрачной жидкости. Полученный раствор отфильтровывают и опускают в него сухой столярный клей. В течение 24 час столярный клей набухает, а зате№ его распускают в клееварке.
В закрытой стеклянной посуде клей может храниться длительное время и не теряет склеивающей способности.
Клей для стекла. Распускают желатин в равном количестве (по весу) 5% раствора двухромовокислого калия (раствор готовится в затемненном помещении). Полученные клей нерастворим в горячей воде. Детали промазывают, затягивают струбциной (или крепко обматывают нитками) и ставят на 5^-8 час на свет.
Клеи для стекла и керамики.
1. Казеин, растворенный в жидком стекле (силикатный клей) консистенции сметаны.
2. Гипс, замешанный на яичном белке до консистенции сметаны.
3. Гипс, замоченный на сутки в.насыщенном растворе алюминиевых квасцов. После замачивания гипс сушат, размалывают и замешивают на воде до консистенции сметаны. Такой клей хорошо клеит керамику.
4. Сухой мелкоразмолотый мел (зубной порошок), разведенный в жидком стекле в соотношении Г: 4.
Универсальный цемеят. В зубопротезировании применяется так; называемый «цемент-фосфат»; он очень хорошо склеивает керамику, не боится горячей воды.
Разводится цемент следующим образом. В стеклянную посуду насыпают нужное количество цемента (порошка) и заливают разбавителем. Все тщательно перемешивают стеклянной палочкой и сразу же наносят на предварительно обезжиренные детали. Детали необходимо стянуть струбциной (или ниткой). Время высыхания 2 час.
Клеи для кожи.
1. Клей «Рапид»; его состав (в весовых частях):
целлулоид —15;
ацетон — 65;
растворитель РДВ (или № 646) —20.
2. Раствор натуральвого каучука (1—2 в. ч.) в сероуглероде (10 в. ч.) с добавлением небольшого количества скипидара.
5 Л. А. Ерлыкни 65
3. Столярный клей (костный) с добавлением в него танина до образования тянущихся нитей. Клеи резиновые.
1. Каучук натуральный (1 в. ч.), растворенный в бензине-растворителе (бензин «Галоша») или в авиационном бензине Б-70 (10—15 в. ч.).
2. Высококачественный клей для резины; его состав дан в весовых частях):
сероуглерод — 10;
гуттаперча — 1,3;
каучук натуральный —2,5;
альбумин (разведенный) * — 70.
Клеи для целлулоида.
1. Целлулоид (15 г), растворенный в ацетоне (100 г).
2. Чистый ацетон (смазывать склеиваемые детали несколько раз).
Клеи для эбонита.
1. Бакелитовым лаком смазывают обезжиренные края деталей. Затем эти детали стягивают, нагревают до 100° С и выдерживают при этой температуре 2— 3 час.
2. Клей БФ-2 (БФ-4).
3. Равные части натуральной резины и асфальта распустить на огне. Клеить горячим клеем.
Клеи для плексигласа (органического стекла).
1. Органическое стекло (0,5%) растворить в,смеси ацетона (60%) и этилацетата (40%). При склеивании детали нагреть до 40° С.
2. Раствор органического стекла (3—5%) в ледяной уксусной или муравьиной кислоте.
3. Раствор органического стекла (0,5—1,5%) в дихлорэтане.
4. Раствор органического стекла (0,5%) в смеси ацетона (60%) и уксусной эссенции (40%).
Для склеивания полиэтилена применяются следующие растворители (в скобках указаны температуры склеивания):
1. Ксилол (75° С).
2. Ледяная уксусная кислота (30° С).
* Берется готовый раствор. Если его нет, сухой альбумин разводится в теплой воде до консистенции жидкой сметаны.
66
3. Трихлорэтилен (70° С).
4. Петролейный эфир (80° С).
Полиэтилен можно склеить также клеем БФ-2 (БФ-4), если предварительно обработать склеиваемые поверхности 25% раствором хромового ангидрида.
Пленки из полиэтилена свариваются и при прокатке их нагретым (250° С) металлическим роликом.
Клеи для магнитофонной ленты. Рецепты даны в весовых частях:
1. Уксусная эссенция.
2. Ацетон — 49;
метилглюкольацетат — 50;
целлулоид — 1.
3. Метиловый спирт — 25;
ледяная уксусная кислота—25;
метилглюкольацетат — 25;
метил ацетат — 25.
Склейка капрона. Капрон склеивается концентрированной муравьиной кислотой, фенолом, соляной кислотой.
Клей для полистирола—блочный полистирол (10%), растворенный в бензоле, толуоле или дихлорэтане.
Детали перед склейкой обезжиривают и делают шероховатыми, после чего намазывают клеем и просушивают 3—5 мин. Затем детали соединяют, стягивают струбциной (помещают в тиски или стягивают нитками) и выдерживают 6 час.
Клеи для полихлорвинила и винипласта (уплотненный полихлорвинил), рецепты даны в весовых частях:
1. Метилметакриловый эфир — 100;
перхлорвиниловая смола — 25;
порофор ЧТЗ — 4;
свинцовый сурик — 15.
2. Дихлорэтан — 100;
перхлорвиниловая смола — 40;
дибутилфтолат (или трихлорбензол) — 5.
Первым клеем можно также приклеивать полихлорвиниловые пленки к металлам и древесине.
б* 67
Второй клей тоже приклеивает полихлорвиниловые пленки к металлам и древесине, но для этого в него необходимо ввести 10—15 в. ч. свинцового сурика.
Отсутствие в клее (рецепт 2) дибутилфтолата (или трихлорбензола) увеличивает время схватывания и высыхания.
Необходимо отметить, что перхлорвиниловая смола растворяется бензолом, эфиром, толуолом (и их смесями), а также разжижителями Р-4.
Фторопласт клеится клеем следующего состава (в весовых частях):
компаунд МБК-1 — 1;
канифоль — 3;
касторовое масло — 4.
Температура клея при склеивании должна быть 100—120° С.
Приклеивание резины, кожи и других материалов к металлам
.Для склеивания резины, кожи и других материалов с металлом применяются специальные клеи.
Клей 88. Металл и резину зачищают и обезжиривают. Клей 88 разжижают бензолом до консистенции жидкой сметаны (не тянется за кистью и не стекает с нее).
Слой клея наносят на резину (или другой материал) и сушат 3—5 мин. Затем накладывают второй слой на резину и первый на металл. Оба слоя сушат 5—6 мин. Детали накладывают друг на друга и прокатывают роликом, после чего они сохнут под прессом 24 час.
Термопреновый клей. Термопрен измельчают и растворяют в авиационном бензине Б-70 (лучше бензине «Галоша») в соотношении 1 : 10.
Детали зачищают, обезжиривают и накладывают первый слой термопренового клея на резину (или другой материал) и на металл. После 10—15-минутной сушки наносят второй слой только на металл; на резину (поверх термопренового клея) наносят тонкий слой обычного резинового клея. После повторной 10—15-минутной сушки детали соединяют, прикатывают роликом и помещают под пресс на 5 час.
68
Есть еще один рецепт термопренового клея (в весовых частях):
термопрен — 1;. бензин Б-70 (или сГалоша») — 6;
бензол — 3.
Примечание. Термопрен растворяется в бензине при температуре 70—80° С, при этом необходимо соблюдать осторожность— бензин может вспыхнуть. Лучше это делать в водяной бане.
Клей изоцианатный. Хорошо приклеивает резину к металлу клей следующего состава (в весовых частях):
лейконат — 2;
дихлорэтан — 8.
Детали зачищают и обезжиривают. Металл покрывают клеем и сушат 30—40 мин. Затем на резину наносят первый слой, а на металл — второй; после 20— 30-минутной сушки наносят на металл третий слой, а на резину—второй. Детали накладывают одна на другую, сжимают и нагревают до температуры 180— 240° С в течение 10—12 -мин.
Эпоксидные клеи. Для склеивания металлов наиболее совершенными являются эпоксидные клеи (на основе эпоксидных смол); они применяются так же, как заливочные (обволакивающие) массы, если в них добавить соответствующий наполнитель.
Наряду с применением клеев из эпоксидных смол сами смолы также применяются для склейки металлических деталей. Процесс склеивания при этом прост. Поверхности металлических деталей обрабатывают смесью бихромата натрия с серной кислотой (1:1) в течение 20 мин. Одну из деталей нагревают до 130° С, посыпают порошком эпоксидной смолы, накладывают на нее другую деталь и нагревают обе до 200° С. При этой температуре плотно сжатые детали выдерживают 40 мин. Для нагревания деталей удобно пользоваться обычным электрическим утюгом с терморегулятором, который позволяет поддерживать определенную температуру (в данном случае 200° С).
Примечание. Следует помнить, что эпоксидные клеи обладают некоторой токсичностью.
69
Для склеивания стекла, фарфора, керамики и для приклеивания их к металлам употребляют клеи без наполнителей.
Для склеивания металлов в состав клеев вводят различные наполнители.
Эпоксидный клей затвердевает при комнатной температуре, если перед употреблением в него ввести от-вердитель.
Если шов нежесткий и требует соответствующей эластичности, то в состав клея вводится пластификатор
Рецепты некоторых эпоксидных клеев приведены в табл. 23 (все данные в весовых частях).
Таблица 23

Для приготовления клея эпоксидную смолу нагревают до 60° С и добавляют в нее пластификатор. Все тщательно размешивают, вводят наполнитель (если нужно) и снова все перемешивают. Затем добавляют отвер-дитель и состав третий раз перемешивают.
Приготовленный таким образом клей необходимо использовать сразу, так как через 1—1,5 час он затвердевает и становится непригодным к дальнейшему применению.
Карбинольный клей. Клей представляет собой сиро-пообразную жидкость с желтоватым оттенком (частично затвердевший карбинол).
70
Карбинольный клей склеивает многие материалы:
гермореактивные пластмассы (карболит, эбонит и т.д.), фарфор, стекло, древесину, фибру, металлы (медь и латунь только луженые!) и другие материалы. При этом клееный шов может выдержать большие напряжения (у металлов до 220 кг/см2).
Склеиваемую деталь тщательно зачищают и обезжиривают. Клей размешивают при температуре около 60° С и вводят в него отвердитель. Приготовленный клей стеклянной палочкой наносится на склеиваемые детали, которые затем стягиваются и сушатся.
Полученный карбинольный клей (после введения в него отвердителя) хранится в темном месте не более 4—6 час. Карбинольный сироп хранится 6—8 месяцев.
Для склеивания почти всех материалов (кроме металлов и мрамора) отвердителем для карбинольного клея может служить азотная кислота—2—2,5% от веса карбинольного сиропа (удельный вес кислоты 1,35—
1,42).
Для склеивания металлов и мрамора (а также других материалов) отвердителем может служить перекись бензоила 2—3% от веса сиропа.
Клей водостоек при склеивании непористых материалов.
Используя наполнители (гипс, тальк, фарфоровая или стеклянная мука, железные или алюминиевые опилки, портланд-цемент и др.), можно получить хорошие склеивающие пасты.
Примером такой пасты может служить цементно-карбинольная клеящая паста, рецепт которой приводится ниже:
карбинольный сироп — 100 г;
портланд-цемент — 400 г;
ацетон чистый (технический) — 15 г;
перекись бензоила — Зг.
Клей с отвердителем перекись бензоила сохнет в течение суток; с отвердителем азотная кислота—4—6 час. Обрабатывать склеенные детали следует не раньше чем через трое суток.
Идитоловый клей. Применяется для приклеивания тепло- и звукоизоляции к металлу и древесине.
71
Состав клея (в весовых частях):
идитол — 5;
канифоль — 1;
спирт-сырец — 3;
наполнитель — 2.
Наполнителем могут служить миканит, мел, тальк, асбест и др., измельченные в порошок и хорошо просушенные.
Клеи БФ. Универсальные клеи БФ-2 и БФ-4^ применяются для склеивания текстолита, гетинакса, аминопла-стов, паронита, кожи, металлов, дерева и других материалов. Разбавителем для этих клеев могут быть спирт-ректификат, растворитель РДВ и растворитель № 16.
Поверхность склеиваемых деталей зачищают и обезжиривают. Кисточкой наносят первый слой клея на поверхности склеиваемых деталей и подсушивают их в течение часа. Затем наносят второй слой клея и после 15—20-минутной подсушки детали соединяют, крепко стягивают и сушат в течение часа при температуре 120—150° С. При комнатной температуре (18—20° С) детали сохнут более суток, при этом качество склеивания снижается.
В заключение необходимо отметить, что в последнее время появилось большое количество так называемых смоляных клеев (ВИАМ Б-3, КДМ-6, КБ-3, ЦНИПС-1 и др.). Эти клеи предназначены для склеивания древесины, однако они с большим успехом могут быть применены для склеивания большинства пластмасс, бумаги, картона, ткани, пенопластов и других материалов.
Ниже приводится рецепт клея ВИАМ Б-3 (в весовых частях):
смола ВИАМ Б — 100;
ацетон — 10;
керосиновый контакт — 20.
Все компоненты помещают в соответствующую посуду и перемешивают в течение 15—20 мин.
Клеящие пасты и замазки
Герметизирующие замазки. Эти замазки применяются обычно для герметизации некоторых деталей и блоков, для приклеивания защитных стекол к измерительным приборам и т. п.
72
Склейка такими замазками не рассчитана на какие-либо нагрузки.
Канифольно-восковая замазка приготавливается по следующему рецепту (в процентах):
канифоль — 43;
воск — 22;
озокерит — 22;
масло машинное — 8;
краска эмалевая (черная) — 5.
Все, кроме краски, помещают в сосуд, нагревают до 140° С и кипятят при этой температуре около часа.
Краску следует прокипятить отдельно 5—10 мин и добавить в кипящую смесь. Все вместе кипятить еще 5—10 мин,, после чего охладить.
Бакелитовые замазки. Ниже приводятся два рецепта бакелитовых замазок.
1-й рецепт:
бакелитовый лак (сгущенный) — 1 в. ч.;
пирофилит (или асбестовая крошка) — 1,2 в. ч.
Пирофилит сушат 2—3 час при температуре 100— 150° С. Если применяется асбестовая крошка, то ее прокаливают при температуре 800° С в течение 15—20 мин.
Обе составные части перемешивают и, если надо, смесь разжижают растворителем РДВ или № 646. Время хранения приготовленной замазки 24 час.
Склеенные такой замазкой детали постепенно нагревают до 120—125° С, выдерживают при этой температуре 2—2,5 час, затем охлаждают при комнатной температуре.
2-й рецепт:
бакелитовый лак (сгущенный) — 6 г;
гипс — 2,5 г;
эмалевая краска — 1,5 г.
Смешивают бакелитовый лак и хорошо просушенный гипс и добавляют к ним эмалевую краску (обычно черную). Смесь хорошо перемешивают. Разжижителем может служить растворитель РДВ или № 646. Процесс затвердения замазки такой же, как и при первом рецепте.
73
Битумная замазка имеет следующий состав (в весовых частях):
рубракс — 3;
битум № 3— 1;
мел — 10;
графит — 10;
лак № 321 — 9.
Рубракс и битум № 3 расплавляют и к ним примешивают остальные компоненты. Полученную замазку тщательно перемешивают. Детали склеивать горячей замазкой.
Рубраксная замазка состоит из следующих компонентов (в весовых частях):
рубракс — 2;
мел — 2,5;
лак № 321 — 2,5.
Рубракс расплавляют при температуре 120° Сив него добавляют мел и лак. Все тщательно перемешивают. Клеить горячей замазкой.
Паста для склеивания стекла с металлом. • Данная паста довольно прочно скрепляет стекло с металлом. Жидкая консистенция пасты позволяет склеивать большие поверхности указанных материалов.
Состав пасты (в весовых частях):
окись меди - — 2;
наждачный порошок №60—2;
жидкое стекло — 6.
Все компоненты растирают до образования однородной пасты. Склеенные детали нагревают до 100° С и выдерживают при этой температуре 2 час, затем охлаждают до комнатной температуры. Через 12— 14 час паста полностью затвердевает.
Замазки «стекло — металл». Этот вид замазок отличается повышенной твердостью склеенного шва, могущего нести средние механические нагрузки.
Ниже приведены два рецепта замазки (в весовых частях).
74
1-й рецепт:
гипс — 2,5;
мел — 2,5;
глет свинцовый — 2,5;
канифоль — 3,5.
Тщательно размолотые и высушенные компоненты смешать и развести натуральной олифой до густоты замазки.
2-й рецепт:
гипс — 7;
мел — 7;
глет свинцовый — 7;
марганец борнокислый— 1;
канифоль — 20.
Все перемалывают, просушивают и смешивают с натуральной олифой до густоты замазки.
Паста для покрытия остеклованных сопротивлений.
При ремонте остеклованных сопротивлений и особенно при устройстве отводов необходимо восстановить покрытие сопротивления, в противном случае срок жизни сопротивления резко сокращается. Восстановить нарушенное покрытие сопротивления можно специальной пастой (рецепт которой приводится ниже).
Просушенный тальк (6 в. ч.) смешивают с жидким стеклом (силикатный клей), которого берут столько, чтобы получить массу консистенции сметаны (примерно 8—12 в. ч.).
Поврежденные участки покрытия промазывают пастой и сушат при комнатной температуре около часа. Затем сопротивление нагревают до 100—110° С и выдерживают при этой температуре 10—15 мин.
Магнезитовая замазка. Данная замазка применяется при склеивании керамических изделий и металла с керамическими деталями. Склеенный шов выдерживает большие нагрузки.
Состав замазки (в весовых частях):
окись магния —4;
фарфоровая мука — 2;
раствор хлористого магния (уд. вес 1,25) — 5.
75
Окись магния прокаливают в течение часа при температуре 400—500° С. Фарфоровую муку подсушивают в течение 30 мин при температуре 100—120° С. Хлористый магний растворяют в воде из расчета две части хлористого магния на одну часть воды.
После этого окись магния и фарфоровую муку перемешивают, полученную смесь заливают раствором хлористого магния и замешивают до получения однородной массы.
Замазку применять немедленно после изготовления. Время полного высыхания — двое суток.
Примечание. Фарфоровую муку можно получить, если раскалить куски старой (битой) фарфоровой посуды и охладить их в воде, повторяя этот процесс несколько раз.
Глетглициновая замазка. Эта замазка (по применению и по качеству шва) подобна магнезитовой и широко применяется в промышленности для соединения керамических деталей между собой и с металлами.
Состав замазки (в весовых частях):
глицерин технический —1;
глет свинцовый — 8.
Глет просушивают в течение 2 час при температуре 230—250° С, растирают в ступке и малыми дозами (при перемешивании) подливают к нему глицерин. Замазку использовать сразу же после изготовления. Время высыхания замазки—одни сутки.
Примечание. Глет свинцовый можно приготовить из свинцового сурика. Для этого на 100 г сухого свинцового сурика необходимо взять 1 г газовой сажи, все тщательно перемешать и прокалить при температуре 450—550° С в течение часа.
Замазка для замазывания трещин в железных и чугунных отливках.
Состав замазки (в кг):
железные опилки — 1 нашатырь — 0,02 гашеная известь — 0,1 жидкое стекло — 0,1.
Сухие компоненты смешивают, заливают жидким стеклом и тщательно перемешивают до образования
76
однородной массы. Замазку применять немедленно после изготовления.
Замазка для укрепления железной арматуры в камне.
Состав замазки (в г):
железные опилки — 100;
гипс — 300;
нашатырь — 5;
уксус столовый — 40—60.
Смесь первых трех (сухих) компонентов развести столовым уксусом до нужной консистенции; полученную замазку немедленно использовать.
Замазка, устраняющая раскручивание гаек. В промышленной радиоаппаратуре широко применяется кон-тровочная замазка, которая с успехом заменяет различного рода контровочные шайбы.
Состав замазки (в %):
нитроэмаль ДМ— 75;
тальк — 25.
Замазка разводится до нужной консистенции ацетоном или растворителем РДВ.
§ 8. КРАСКИ, ЛАКИ,ЭМАЛИ, ГРУНТЫ И ШПАКЛЕВКИ
Для металлов краски, лаки и эмали служат как антикоррозийным, так и декоративным покрытием.
Детали из древесины ценных пород с красивой текстурой (цвет и рисунок) покрывают прозрачными лаками и политурами. Древесину менее ценных пород иногда покрывают непрозрачными (укрывистыми) лаками и красками.
Отделка древесины различными прозрачными покрытиями рассматривается в разделе V.
Грунтовка. Окраске металлов лаками и красками предшествует процесс грунтовки.
Грунтовка практически ничем не отличается от окраски. Грунт наносится на поверхность детали кистями средней жесткости (и очень редко пульверизаторами). После высыхания грунт выравнивается (шлифуется) шкурками № 120—180.
77
I
Необходимо отметить, что определенному родукра- i ски (лаку, эмали) соответствует определенный грунт. ^ Неправильное сочетание грунта и покрытия иногда при- 1 водит к тому, что краска (лак, эмаль) пузырится или после высыхания осыпается.
В приложении, данном в конце книги, приводится ряд наиболее употребляемых красок, лаков и эмалей. Там же приведены шпаклевки, грунты и, политуры, даны основные рекомендации по разжижению, режиму сушки, а также назначение покрытий и их свойства.
Шпаклевка. На загрунтованную поверхность детали наносится шпаклевочная масса при помощи шпателя. Шпатель — плоская лопаточка, изготовленная из металла, древесины или из жесткой резины.
Если на поверхности детали имеются различные неровности (трещины, сколы, раковины и т. п.), шпаклевку в этих местах наносят с небольшим превышением (запас на усадку при высыхании шпаклевки). Основной слой шпаклевки не должен превышать 0,2 мм.
После высыхания шпаклевку выравнивают шкурками № 80—100, постепенно уменьшая зерно шкурки. Плоские поверхности хорошо выравнивать плоским деревянным бруском; между шкуркой и бруском необходимо проложить слой ткани толщиной 2—3 мм.
Окраска. Окраска обычно производится в два слоя. Второй слой кладется ходами кисти, перпендикулярными ходам кисти при наложении первого слоя. Перед наложением второго слоя высушенный первый слой покрытия желательно выровнять шкуркой № 120—180.
Инструментом для окраски чаще всего служат мягкие кисти, но иногда применяют и пульверизаторы (распылители). Последние применяются при окраске крупных деталей нитрокрасками.
Давление воздуха при окраске деталей нитрокрасками должно быть 1—2,5 атм. При более густых консистенциях краски давление воздуха должно достигать 3—6 атм.
Поверхности деталей, окрашенные различными лакокрасочными покрытиями (особенно если они служат декоративным целям), должны сохнуть в помещениях, где нет пыли, и при температурах, указанных в приложении,
7Я
Разбавители, разжижители и растворители
В приложении, где приведены данные о красках, лаках и эмалях, указаны и разжижители данных лакокрасочных материалов.
Радиолюбителю необходимо знать составляющие компоненты различных разбавителей, разжижителей и растворителей.
Действительно, зная эти данные, можно с успехом применять такие материалы для других целей, например, для изготовления клеев на различных основах, снятия некоторых видов покрытий (в том числе и эмали с моточных проводов и особенно с литцендрата), использовать их как обезжиривающие составы и т. п.
Данные о некоторых разбавителях, разжижителях и растворителях приведены в табл. 24.
Т а б л и и я 94
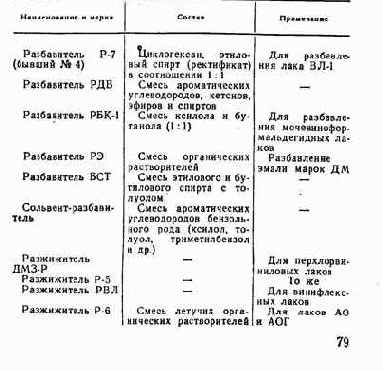


§ 9. СМЫВКИ И СМЫВОЧНЫЕ ПАСТЫ
Снятие старого лакокрасочного покрытия скребками, шабрами и другими инструментами является трудоемким и не всегда качественным процессом. Если с поверхности некоторых металлических деталей покрытие иногда допустимо выжечь паяльной лампой, то с неметаллических деталей таким путем снимать краску невозможно.
Имеется много рецептов специальных смывок и паст, которыми можно быстро удалить старое лакокрасочное покрытие с металлических и деревянных деталей.
Смывки и пасты для удаления эмалей и красок на основе целлюлозы (нитро), глифтали, нитроглифтали:
1-й рецепт (%);
ацетон — 30;
этиловый спирт — 10;
этилацетат — 30;
бензин — 30.
2-й р е ц е п т (%):
парафин — 2;
нафталин — 11;
ацетон — 47;
этиловый спирт — 6;
этилацетат — 19;
бензин — 8;
скипидар — 7.
3-й рецепт (%):
парафин ' — 3;
метиловый спирт — 30;
ацетон — 25;
бензол — 20;
ксилол — 7;
четыреххлористый углерод — 15.
4-й рецепт (%):
парафин — 2;
воск — 1;
метиловый спирт — 82;
ацетон — 14;
этилацетат — 1.
82
|
82 |
5-й рецепт (%):
парафин — 20;
ацетон — 40;
лигроин — 40.
6-й рецепт (%)
парафин — 6;
метиловый спирт — 44;
бензол — 50,
7-й рецепт (%):
парафин — 10;
ацетон — 60;
бензол — 30.
Кроме того, имеются стандартные смывки; некоторые из них приведены в приложении.
Смывку или пасту наносят на поверхность детали, по истечении некоторого времени лакокрасочное покры-чие размягчается и его можно легко удалить.
Наличие в пасте парафина (воска) делает ее более долгодействующей и мастикообразной, т. е. работать с ней удобнее, чем со смывкой, которую приходится наносить на обрабатываемую поверхность несколько раз.
Пасты для удаления масляных красок и лаков:
1-й рецепт:
мел просеянный — 0,5 кг;
асбестовая пыль — 0,5 кг;
каустическая сода (20% раствор) —до образования ,-лаеты.
2-й р ецеп т:
известковое тесто — 0,5 кг;
мел просеянный — 0,5 кг;
каустическая сода (20% раствор)—до образования пасты.
Пасту наносят на поверхность детали и оставляют на 0,5—1 час. Затем пасту (вместе с краской) счищают с детали.
Очищенную поверхность детали (в том числе и деревянной) промыть слабым раствором 1% кислоты—соляной, уксусной и т. п., после чего промыть теплой водой.
б* 83
§ 10. ПОЛИРОВОЧНЫЕ ПАСТЫ И СОСТАВЫ
Маршалитовая паста предназначена для окончательного шлифования стали. Состав пасты (%):
маршалит— 80,8;
парафин — 10;
солидол Т — 9;
церезин — 0,2.
Известковая паста применяется при полировании никеля, латуни, алюминия и других металлов. Состав пасты (%):
венская известь —71,8;
церезин — 1,5;
стеариновая кислота — 23;
солидол Т — 1,5;
скипидар — 2,2.
Паста для средней полировки стали и других металлов.
Состав пасты (%):
парафин — 20;
стеарин — 10;
сало техническое — 3;
наждачный порошок № 250 —67.
Паста для тонкой полировки стали и других металлов.
Состав пасты (%):
стеарин — 10;
керосин — 3;
олеиновая кислота — 2;
окись хрома — 85.
Примечание. Пасты р?зводят в следующем порядке. Воско-образные и жидкие материалы смешивают и разогревают в водяной бане (или на малом огне). Затем в горячую массу замешивают сухие компоненты.
Пасты ГОИ предназначены для полировки стали и других металлов и представляют собой окись хрома,замешанную на воскообразных веществах. Пасты выпускают трех сортов: грубая, средняя и тонкая.
84
При отсутствии хромовой пасты с успехом можяо применить масляную краску «окись хрома», разведенную керосином.
Крокусная паста (окись железа) продается в магазинах в готовом виде (в зубопротезировании применяется под названием «паста для золота»).
Применяется крокусная паста для полировки латуни, бронзы, серебра и других металлов.
Порошок «Блеск», разведенный машинным маслом, применяется для тонкой полировки металлов.
Полировка керамики. Керамика полируется (очищается от различных налетов) кашицей из воды и лимонной кислоты (или питьевой соды).
Хорошо полирует керамику также кашица из мелкой
соли и уксусной кислоты.
Полировка пластмасс. Растворить небольшое количество пасты ГОИ в спирте и этим раствором полировать пластмассу до блеска. Затем суконкой, смоченной в мыльном растворе, произвести окончательную полировку.
Пасту ГОИ с успехом можно заменить крокусной
пастой.
Полировка карболита и эбонита. Отшлифовать поверхность детали шкуркой, уменьшая ее зерно. Промазать поверхность растительным маслом, сушить 4— 5 час и протереть поверхность насухо. , -
Тампоном, пропитанным шеллачным лаком (или сгущенной шеллачной политурой), протереть поверхность несколько раз до образования плотной блестящей пленки. Высушить и протереть суконкой.
V. ДРЕВЕСИНА И ЕЕ ОБРАБОТКА.
Древесина является наиболее доступным для радиолюбителя материалом для изготовления футляров и ящиков радиоаппаратуры. Ящики, покрытые тонким слоем древесины ценных пород (фанерованные), с последующей отделкой приобретают красивый вид.
Имея небольшой навык в работе с древесиной, радиолюбитель может выполнить почти все работы, связанные с изготовлением корпуса радиолюбительской конструкции. Ниже будут приведены те минимальные сведения, которые должен знать радиолюбитель, приступая к работе с древесиной.
Породы дерева и их применение
Сосна. Древесина сосны легкая, прямослойная, прочная, легко поддающаяся обработке. Сосна в основном идет на силовые детали ящиков радиоаппаратуры, а также на отражательные доски для динамиков в высококачественных акустических агрегатах.
Сосновые доски хорошо и быстро просыхают, мало коробятся, хорошо держат клей и легко окрашиваются.
При тщательном обессмоливании и порозаполнении сосну можно полировать.
Ель. По качеству древесина ели немного хуже сосны, но лучше держит клей. Изготовленные из ели зву-коотражательные доски (в высококачественных акустических агрегатах) дают более высокие показатели, чем изготовленные из сосны.
Древесина ели быстро просыхает, мало коробится, но неравномерно окрашивается.
86
Дуб. Древесина дуба очень прочна и имеет красивую текстуру. Применяется дуб для особо прочных деталей (ножек, стоек и т. п.). В продаже имеется фане-ровка (шпон) из дуба, которая после обработки поро-заполнительными составами хорошо полируется, однако основной обработкой дубовых (лицевых) деталей считают лакированно и восковую полировку (вощение).
Береза. Наиболее доступным материалом, отличающимся большой красотой и широкими возможностями к имитации, является береза. Древесина ее отличается однородностью, мелкоструктурностью рисунка и очень хорошо полируется. К недостаткам березовой древесины надо отнести ее коробление и загнивание в среде с повышенной влажностью.
Бук. Вязкая и твердая древесина обладает большой усушкой и сильно коробится. В радиолюбительской практике бук (как и дуб) идет на силовые конструкции деталей небольших линейных размеров. Фанеровка из бука имеет красивую текстуру, обладает такими же свойствами, как древесина из дуба, и одинаково отделывается.
Многие породы древесины, которые почти не встречаются в практике радиолюбителя, здесь не перечисляются.
§ 11. ДРЕВЕСНЫЕ МАТЕРИАЛЫ
Идущая на изготовление различных деталей древесина классифицируется на цельную древесину (бруски, доски, рейки и т. п.), материалы из шпона (фанера, шпон облицовочный, плиты из фанеры и т. п.), материалы из щепы и стружки и материалы из измельченной фанеры.
В радиолюбительской практике применяются в основном цельная древесина и материалы из шпона.
Материалы из шпона. Фанера строганая выпускается нашей промышленностью в виде тонких листов. Срез фанеры может быть радиальный, полурадиальный и тангентальный. Наиболее красивый рисунок у танген-тальной фанеры.
Различают три сорта строганой фанеры (1, 2 и 3-й), толщина листов 0,8; 1,0; 1,2 и 1,5 мм. Иногда бывают отклонения по толщине.
87
Длина листов колеблется от 1 м и выше б градацией через 0,1 м. Ширина листов—от 80 см и выше с градацией через 10 ел.
При фанеровании деталей строганой фанерой необходимо помнить, что она имеет левую и правую 'стороны и наклеивается на деталь левой стороной. '
В радиолюбительской практике широко применяется и многослойная клееная фанера при изготовлении корпусов различных приборов, футляров и т. п., причем в основном применяют березовую или облицованную (венированную) фанеру.
Имеются следующие марки березовой фанеры.
1. Березовая фанера БС-1—равнослойная, т. е.слои (волокна) у нее идут взаимно параллельно.
2. Березовая фанера БП-1 имеет взаимно перпендикулярное расположение волокон.
3. Березовая фанера БПС-1—атмосферостойкая фанера повышенной жесткости.
Для первых двух марок имеются два сорта—первый и второй, для фанеры марки БПС-1—один (первый) сорт.
Окрашивание древесины
Чтобы придать древесине более красивый внешний вид, ее окрашивают различными красителями. Это позволяет усилить естественную окраску, или придать ей более глубокий тон, или имитировать более ценную породу дерева, или, наконец, скрыть некоторые де* фекты.
Для окраски применяют естественные (гуммированные) или искусственные красители. Растворителями этих красителей могут быть мягкая вода, спирт, бензин и скипидар. Радиолюбители пользуются обычно водорастворимыми красителями как гуммированными (бейцы, морилки), так и искусственными. При окраске искусственными красителями к ним добавляется небольшое количество нашатырного спирта (аммиака), чтобы окраска получилась более равномерной.
В табл. 25 даны рекомендации по окраске некоторых пород древесины в целях имитации их под более ценные породы, а в табл. 26 приведены некоторые рецепты красок,
88
Таблица 25
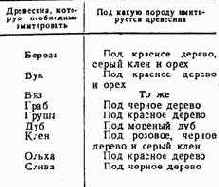
|
Рецепт окраски |
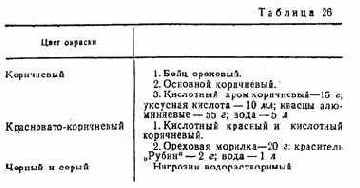
Красители растворяются в горячей воде (60—80° С) при непрерывном помешивании, после чего им дают от-стоятыя. Гуммированные красители (и их смеси с искусственными), отстаиваются двое суток, а искусственные—от 4 до 6 час. Отстоявшийся раствор, не взмучивая осадка, сливают или тщательно отфильтровывают.
Необходимо отметить, что искусственные красители бывают основные и кислотные; при составлении сложных красителей нельзя путать основные с кислотными. В кислотные красители для закрепления добавляют немного уксусной или соляной кислоты.
§9
Древесину красят следующим образом. Тампоном, смоченным водой, древесину увлажняют несколько раз и слегка подсушивают. Затем тампоном Наносят краситель в несколько проходов.
Надо помнить, что чем слабее концентрация раствора красителя и больше число проходов, тем точнее можно получить нужный цвет окраски. Это особенно важно при изготовлении дополнительных деталей к уже готовым конструкциям.
Необходимо еще отметить, что после нанесения прозрачного покрытия на окрашенную поверхность древесины цвет ее будет более глубокого тона (т. е. контрастнее). Поэтому необходимо сделать несколько проб, прежде чем наносить раствор на деталь.
§ 12. СТОЛЯРНЫЕ СОЕДИНЕНИЯ
Столярные соединения—трудоемкая работа, требующая большого навыка. Поэтому такого вида соединения, как вязка шипами, радиолюбитель старается избегать.
В последнее время радиолюбители (да и не только они) прибегают к соединениям на круглых вставных шипах. Такие соединения отличаются простотой изготовления и при помощи их можно соединять детали во всех встречающихся случаях. При качественном склеивании такие соединения почти не уступают шиповым и другим известным соединениям.
Круглый вставной шип изготовляется из твердых пород древесины (бука, дуба и др.), по толщине он должен быть равен половине толщины детали и по длине около четырех диаметров. Соединение обычно содержит два—три таких шипа. Для облегчения постановки шипов вдоль каждого (по образующей цилиндра) прорезается небольшая канавка, по которой выходят излишки клея.
Разметка под такое соединение производится отрезками стальной проволоки, заточенными с обеих сторон. В одну деталь устанавливают два—три таких «гвоздя» там, где будут шипы, так, чтобы их концы выступали на 3—5 мм. Затем другая деталь приставляется по месту и легким ударом молотка делается разметка. Гвозди удаляют и в местах отметок коловоротом (с перкой
90
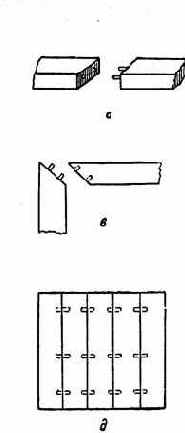 |
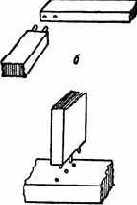 |
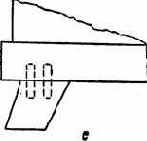 |
Рис. 7. Столярные соединения при помощи круглых вставных шипов:
о—сращивание брусков; б—формирование рамок с прямоугольной подрезкой; в — формирование рамок с подрезкой на ус; г — формирование решеток и тавровые соединения; д — формирование щитов; е — крепление ножек
соответствующего диаметра) делают гнезда под шипы. Глубина гнезд должна превышать половину длинытии-па на 0,5—1,0 см.
При помощи круглых вставных шипов можно сращивать бруски (рис. 7,а), формировать рамки с прямоугольной подрезкой (рис. 7,6) и на ус (рис. 7, в), формировать решетки и делать серединные (тавровые) соединения (рис. 7, г), формировать щиты (рис. 7,д), а
91
также крепить ножки к различным конструкциям (рис. 7,е).
Среди других соединений различных столярных деталей необходимо также отметить соединения металлическими угольниками. Такие соединения придают дополнительную жесткость всей конструкции. Ставят их обычно на тыльных частях конструкций и внутри при креплении различных переборок или лабиринтов в высококачественны х акустических агрегатах. В последнем .случае деревянные 'детали устройства должны быть обязательно посажены на клею, а металлические уголки лишь дополнительно скрепляют все детали.
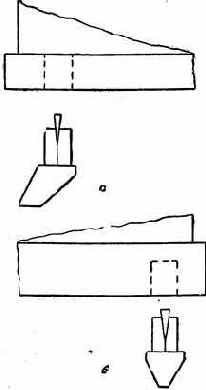 |
Так как в последнее время считаются модными конструкции на небольших ножках (консольная радиоаппар а т ура, радиомебель), необходимо остановиться на креплении ножек.
На рис. 8,а. показано крепление ножек к конструкции
|
Рис. 8. Крепление ножек: а — круглым шипом с расклинкой; б — круглым шипом с расклинкой впотай |
круглым шипом с расклинкой, а на рис. 8, б—крепление тоже круглым шипом с расклинкой впотай. В обоих случаях ножки ставятся на клею.
92
Склеивание древесин^
При склеивании древесины особенно широко применяются столярный и казеиновый клеи.
Казеиновый клей широко применяют при склеивании древесины и значительно реже для фанерования.
Примечание. При приготовлении клеев необходимо помнить, что небольшая добавка антисептика (бура, фенол, салициловая кислота) делает их стойкими против всех видов плесени.
Столярный клей. Нужное количество сухого клея (костного или мездрового) заливается чистой холодной водой. Процесс набухания клея должен длиться 8— 24 час (в зависимости от того, какой консистенции необходим клей).
Набухание считается достаточным, когда вес набухшего клея увеличивается (по отношению к весу сухого клея): в 8—10 раз у мездрового для склеивания и в 3— 4 раза для фанерования; в 2—2,5 раза у костного для склеивания и в 2 раза для фанерования.
После процесса набухания клей переносят в клее-варку (рис. 9) и распускают его на медленном огне без добавления воды. Температура клеевого раствора не должна превышать 70° С для мездрового клея и 60° С для костного. Превышение указанных температур при варке клея приводит к потере им клеящей способности.
Клей нужно приготавливать непосредственно перед употреблением. Остатки клея можно хранить один—два дня, после чего студнеобразную массу можно опять распустить в клееварке без добавления воды. Качество такого клея хуже, чем свежеприготовленного.
Склеивание столярным клеем производится в помещении с температурой воздуха 18—20° С, температура клеевого раствора должяа быть 30—50° С. Детали, намазанные столярным клеем, выдерживают 3—5 мин, а затем Соединяют и стягивают.
Прочность склеиваемого шва зависит от его толщины. Для наиболее качественной склейки толщина шва должна быть 0,1—0,15 мм.
Качество склеивания в сильной степени зависит от влажности склеиваемых деталей. При влажности древесины более 12% (а фанеры и шпона—5%) качество склеивания резко падает.
93
При склеивании столярным клеем необходимы различные приспособления для стягивания, так как детали должны находиться в стянутом состоянии 4—6 час. В столярной практике имеется большой набор приспособле-
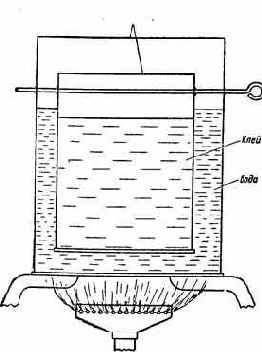 |
Катервнм банки
Рис. 9. Клееварка
ний для стягивания: клиновые и винтовые сжимы, различные струбцины и т. п. Радиолюбителю можно рекомендовать одно простое приспособление для стягивания деталей, показанное на рис. 10, а. Используя пару таких приспособлений и два простейших зажима (рис. 10,6), можно склеивать даже щиты.
При формировании рамок для стягивания можно применить приспособление, изображенное на рис. 11.
94
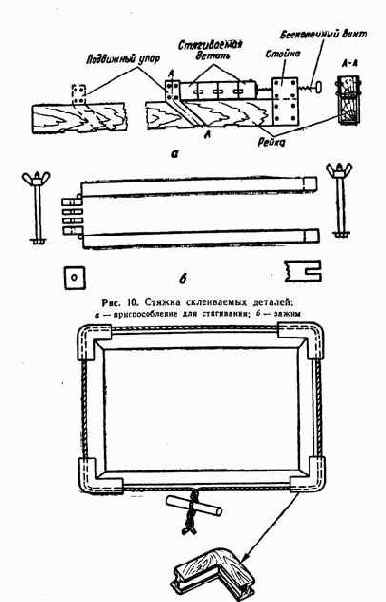
Рис. 1). Приспособление для формирования рамок
Казеиновый клей. Рецепты некоторых казеиновых клеев, применяемых в промышленности, приведены в табл. 27.
Таблица 27
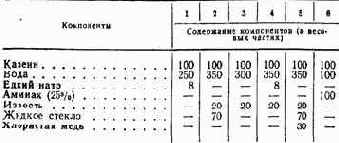
Казеиновый клей приготавливается непосредственно перед склеиванием; перестоявший клей (более 4— 6 час) полностью теряет клеящую способность и не разводится водой.
В холодной воде (1 часть клея к 2 частям воды) растворяются все компоненты, кроме клея. Затем при непрерывном помешивании малыми дозами всыпается казеин. Размешивать следует 40—50 мин до получения однородной массы. Интересно отметить, что чем дольше размешивать, тем клей получается гуще.
Склеивание казеиновым клеем производить в помещении с температурой воздуха 18—20° С, однако допустима и температура до 14°С.
Влажность древесины должна быть такой же, как и при склеивании столярным клеем.
Деталям после нанесения казеинового клея надо дать выдержку 4—6 мин. Выдержка в стянутом (зажатом) состоянии должна быть не менее 6 час.
Примечание. При приготовлении клеев надо обязательно снять пену с клея, в противном случае качество клея значительно снижается. ^
§ 13. ФАНЕРОВАНИЕ
Фанерованием называется процесс склеивания деталей из древесины малоценных пород строганой фанерой, изготовленной из древесины более ценных пород.
96
Для фанерования применяется строганая фанера (шпон) толщиной 0,8—1,5 мм, которая наклеивается в продольном или поперечном направлении (волокна шпона ложатся вдоль или поперек волокон древесины). Крупные детали фанеруются шпоном крупнослойной структуры, мелкие детали—мелкослойным шпоном.
Выгодность фанерования очевидна—расход ценной древесины сокращается, так как основу всего древесного материала конструкции составляет дешевая древесина (сосна, ель и т. п.).
Бруски различных переборок, у которых отношение толщины к ширине не превышает 1 : 2, фанеруются с одной стороны. Детали, у которых это отношение больше, и особенно различные щитовые конструкции фанеруются с обеих сторон. Если же отфанеровать такую деталь с одной стороны, то она очень сильно покоробится из-за сильного стягивания при высыхании фанеровки.
При высококачественном фанеровании деталь оклеивается шпоном в два слоя с одной или двух сторон (в зависимости от конфигурации детали), причем первый слой шпона берется из менее ценных пород древесины. Оба слоя фанеровки (шпона) располагаются перпендикулярно друг к другу или пересекаются под углом не менее 45°.
Поверхность детали перед фанерованием соответствующим образом подготавливается. Все дефекты (задиры, сучки и др.) заделывают вставками, посаженными на клею; небольшие вырывы, отщепы и вмятины шпаклюют клеевой шпаклевкой. Поверхность выравнивают и зашкуривают; криволинейные поверхности грунтуют столярным клеем и также зашкуривают крупной шкуркой (№ 46—80).
Все шиповые и торцовые соединения, подвергающиеся фанерованию, заделывают специальными планками, наклейками, косынками и т. п. так, как это показано на рис. 12. Это необходимо делать во избежание образования трещин в шпоне в этих местах.
При подборе фанеровки учитывают в основном рисунок и сортность. Как уже было сказано, для больших площадей фанеруемых деталей выбирают фанеровку с широким рисунком, к узким деталям—с мелким рисунком; при этом учитывают и размер листов в пачках.
7 Л. А, Ерлыкив 97
Листы фанеровкн, имеющие дефекты, идут на фане-рование левой стороны широких деталей.
После отбора фанеровки производят предварительный раскрой. Инструментами могут служить остроотто-ченный сапожный нож и металлическая линейка.
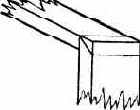 |
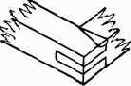 |
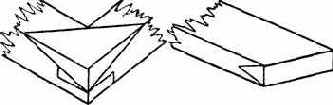
Рис. 12. Заделка соединений перед фанерованием
Раскроенные листы шлифуют с левой стороны шкуркой № 46—80 и шпаклюют клеевой шпаклевкой в местах, имеющих небольшие трещины. Подготовленную таким образом фанеру фугуют, т. е. кромки выравнивают фуганком. Фугуют сразу пачку фанеровки, которая зажимается струбцинами между двух досок так, чтобы кромки выступали на 2—3 мм выше досок. Кромки фугуются с одной—четырех сторон в зависимости от подбора рисунка фанеровки.
Правильно подобранная фанеровка должна иметь симметричный рисунок.
Пр'и фанеровании большой поверхности, на которую необходимо наклеить несколько листов фанеровки,эти листы предварительно стягивают. Для этого листы фа-
98
неровки раскладывают так, как они будут клеиться—лицевой стороной вверх. Кромки каждых смежных полос сжимают, крепят гвоздиками к плоскости, на которой они лежат, и склеивают бумажной лентой шириной 25— 30 мм. Для того чтобы происходило стягивание кромок, бумажная лента перед наклеиванием увлажняется, а после наклеивания разглаживается. Чтобы фанера не раскалывалась, на концы листов по всей их ширине наклеиваются поперечные полосы бумаги.
Наклеивание фанеровки производится в помещении с температурой воздуха 25—30° С. Обе поверхности намазывают клеем, толщина клеевой пленки должна быть 0,1—0,15 мм. Затем дается небольшая выдержка (10— 15 мин) и фанеровка накладывается на деталь. Далее осуществляется так называемая притирка фанеровки (специальными притирочными молотками или утюгом).
Утюг должен быть слегка нагрет; хорошо пользоваться электрическим утюгом с терморегулятором, питая его через ЛАТР (в этом случае можно получить температуру 60—70° С).
Притирку производят движением притирочного молотка или утюга вдоль волокон от середины листа к концам, нажимая на инструмент сначала слегка, затем постепенно увеличивая нажим.
Для фанерования профильных поверхностей (галтель, в которой утоплен клавишный переключатель радиоприемника, и т. п.) фанеровка смачивается теплой водой, промазывается клеем (как и сама деталь), накладывается на деталь, закрепляется мелкими гвоздиками и прижимается мешком, наполовину заполненным горячим песком.
При фанеровании возможны дефекты. Основной из них—пузыри (или, как их называют, «чижи»), т. е. отслаивание фанеровки. Они появляются вследствие применения жидкого клея или наложения слишком тонкого слоя клея. Такой дефект легко устраним. Фанеровка в этом месте увлажняется, нарезается вдоль волокон, под нее вводится клей, затем это место проглаживается го-. рячим утюгом и запрессовывается.
Разрывы вдоль волокон получаются из-за того, что слои фанеровки совпадают со слоями детали, которая фанеруется.
|
7* |
|
99 |
Вырывы фанеровки мбгут получиться вследствие выхода клея на верх фанеровки и приклеивания ее к прессу. Вырьгвы заделываются заплатами, для этого подходящий по рисунку кусок фанеровки накладывается на поврежденный участок, острым ножом вырезается заплата так, чтобы нож прорезал оба слоя фанеровки. Затем дефектная фанеровка по вырезу удаляется и на ее место вклеивается заплата.
Вмятины исправляются, если увлажнить поврежденное место горячей водой и прогладить его горячим утюгом. Если фанеровка при этом отклеится, ее надо подклеить так же, как и при устранении пузырей.
Примечание. Клей под отслоившуюся фанеровку удобно вводить шприцем с иглой, имеющей отверстие 0,8—1 мм.
Клеевые пятна на фанеровке, выступившие сквозь поры или швы, уничтожаются, если смазать поверхности щавелевой кислотой, просушить в течение 2—3 час и затем протереть мягкой тряпкой.
Наклеенную фанеровку можно обрабатывать после полного ее высыхания (двое суток).
При первичном шлифовании поверхности вначале следует удалить все бумажные полоски, которыми стягивались листы и оклеивались кромки, во избежание растрескивания фанеровки.
§ 14. ПОДГОТОВКА ДРЕВЕСИНЫ ПОД ПРОЗРАЧНУЮ ОТДЕЛКУ
Прозрачная отделка древесины — основной вид высококачественной отделки. Она не закрывает цвета и рисунка (текстуры) древесины, а иногда и подчеркивает красоту детали, исполненной из того или иного рода древесины.
Процесс прозрачной отделки — кропотливая, точная и длительная по времени операция, но затраты в этом случае окупаются внешним видом изделия.
Выше были даны некоторые рецепты, при помощи которых менее ценные породы древесины можно имитировать под более ценные. Это открывает широкие возможности для радиолюбителя, который всегда сможет скромный березовый шпон превратить в «красное дерево», а простой дуб — в смореный».
100 ^
Подготовка Древесины начинается и зачистки поверхности (при монолитном дереве) специальным рубанком — шлифтиком, имеющим прямоугольное лезвие со слегка заваленными краями. Горбатик (накладка) железки должен отстоять от края лезвия на 0,5 мм;
пролет (щель для лезвия железки) должен быть минимальным.
После зачистки древесина должна быть ровной, гладкой, без задиров и свилеватостей.
Теперь можно приступить к шлифованию (для фанерованных деталей это—первый процесс).
Шлифование производят шкуркой вдоль слоя древесины. Начинают шлифовать новой шкуркой, а затем работают только затертой (старой) шкуркой, все время очищая (выбивая) ее от древесной пыли. Шкурку следует брать на тканевой основе.
Шлифуют детали в несколько приемов, все время уменьшая зерно шкурки (увеличивая номера шкурки).
Для окончательного шлифования применяют такие материалы, как трепел, сланец, крокус, пемзу, хвощ, древесную шерсть и др.
Отшлифованная поверхность древесины должна быть ровной, совершенно гладкой, глянцевито-матовой на свету и шелковистой на ощупь.
Отшлифованную поверхность древесины смачивают "водой (тампоном или губкой), причем излишки воды удаляют. Затем деталь сушат 1,5—2 час. Необходимо учесть, что крупнопористые породы дерева (дуб, бук и др.) необходимо смачивать несколько раз, а для поднятия ворса у хвойных пород древесины вместо воды можно употреблять ацетон.
После высыхания поднявшийся ворс удаляют шкуркой № 120—140. При высококачественной отделке дре-весимы ворс удаляют дважды.
После снятия ворса древесину окрашивают. В радиолюбительской практике в основном применяется поверхностное окрашивание.
Окраску производят в несколько этапов, применяя слабые растворы красок, причем полученный цвет проверяют после высыхания краски.
По достижении нужного цвета и тона поверхность детали сушат. Сухую окрашенную деталь полируют (приглаживают ворс) шерстяной тканью, лубом, кон-
101
ским волосом, мелкими древесными стружками или щетиной. На этом кончают все подготовительные процессы н считают, что поверхность готова для отделки.
Шкурки. Шкурки, имеющиеся в продаже, представляют собой ткань, бумагу или комбинацию из них (так называемый скомбинат»), на которые наклеены зерна абразивного материала. В зависимости от основы шкурки имеют следующие обозначения:
шкурки на тканевой основе — БТ;
шкурки на бумажной основе — Н;
шкурки на комбинированной основе — СТ.
По материалу абразива они обозначаются: электрокорунд—буквой Э; карбидокремний—буквами КЧ или КЗ (черный или зеленый карбид кремния); кремний—буквами Кр; кварц—буквами kb, стекло—буквой С.
Обозначение «БТР 725Х50 Э60» расшифровывается так: «на тканевой основе, рулонная, размер 725 мм на 50 м, электрокорунд, зерно № 60».
В табл. 28 приведены номера шкурок и их основное применение при обработке древесины.
Таблица 28
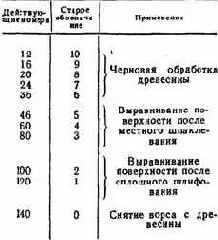
102
Продолжение
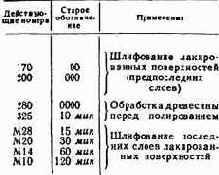
Примечание. Для шлифования древесины применяются шкурки с зерном кремния, стекла и граната. Шкурки с зерном ко-рунда, карборунда и наждака для этой цели непригодны.
§ 15. ПОЛИРОВАНИЕ ДРЕВЕСИНЫ
Полирование древесины представляет собой многократное нанесение на ее поверхность тончайших слоев политуры.
Чаще всего применяется шеллачная политура, пленка которой эластична, светостойка, устойчива против царапин и обладает высокими полирующими свойствами.
Полируют древесину специальным тампоном из шерстяной ткани, обернутым в чистую простиранную льняную ткань, которая не оставляет мелких волокон на поверхности древесины в отличие от хлопчатобумажной или шерстяной ткани.
Тщательно профильтрованную шеллачную политуру наливают в середину тампона, после чего делают пробный мазок (так называемый лас) на какой-либо вспомогательной поверхности. Лас (при правильно налитом количестве политуры) даст тонкий, моментально высыхающий след. Если же след сразу не высыхает, да еще и пузырится, это верный признак избытка политуры в тампоне и этот избыток необходимо удалить, протирая вспомогательную поверхность.
103
По мере выхода политуры из тампона (во время полирования) нажим на тампон нужно постепенно увеличить и, когда лас не будет заметен, добавить политуру в тампон. При полировании необходимо следить за тем, чтобы политура на краях тампона не высыхала,
 |
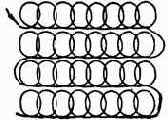
а
 |
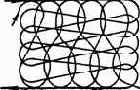 |
Рис. 13. Ход тампона при полировании:
в — грунтование; б — первая и вторая полировки; в — третья полировка;
г — выполировыванне
так как это может привести к образованию царапин на полируемой поверхности. Засохшую политуру удалять с краев тампона спиртом.
Стандартный процесс полирования древесины состоит из четырех операций: грунтование, первое, второе и Третье полирования. ,_
Грунтование 'производится более густой политурой (~10%). При грунтовании ход тампона представляет круговые движения (рис. 13, а) в спокойном темпе.
Примечания: 1. Ласы при грунтовании и полировании должны перекрывать один другой,
104
2. По окончании любого из четырех процессов отрыв Гампода от поверхности должен быть скользящим и по возможности с края полируемой поверхности, чтобы избежать ссожженных» пятен— темных пятен от переизбытка политуры.
После окончания грунтования, когда вся поверхность детали покрыта политурой, деталь ставят на сушку в помещение, где нет пыли и температура не ниже 18— 20° С. Желательно, чтобы загрунтованная поверхность была обращена к низу. Деталь сохнет 3—5 суток, затем она шлифуется шкуркой № 325 или пемзовым порошком.
Первое и второе полирования производятся более жидкой политурой (~8%). Ход тампона при первой и второй полировках показан на рис. 13,6. Темп полирования более быстрый, чем при грунтовании. Время высыхания детали после первого полирования 2—5 суток, после второго — 3—5 суток.
Третье (окончательное) полирование идет в очень быстром темпе и более жидкой политурой (~6%). Ход тампона при третьем полировании показан на рис. 13, в.
Примечание. Если возникает некоторое торможение в движении тампона,; на его рабочую поверхность наносят, две—три капли масла (вазелинового, парафинового, льняного или подсолнечного).
После высыхания детали (3—5 суток) масло из политуры удаляется этиловым спиртом (можно сырцом), чистым или с добавлением венской извести. При этом пленка покрытия не только обезжиривается, но и выравнивается. Эту операцию (выполировывание) производят чистым тампоном, движение тампона показано на рис. 13,г.
Упрощенный способ полирования
Поверхность древесины подготавливается общим порядком.
На подготовленную поверхность детали пульверизатором наносится шеллачная политура (10—12%) в несколько слоев без потеков. Между каждым покрытием дается небольшая выдержка — 2—3 час. В зависимости от пористости материала количество слоев политуры колеблется от 3 до 6. После нанесения нужного количества слоев деталь сохнет при температуре 18—20° С в
105
течение 8 час. Затем с выдержкой между слоями в 2— 3 час деталь покрывают 3—4 слоями более жидкой политуры (8—10%). Окончательное высыхание детали длится 3—5 суток, причем желательно сушку производить в помещении, где нет пыли, при температуре
18—20° С.
Высушенная деталь тщательно зачищается шкуркой № 200—280 так, чтобы на ее поверхности не оставалось никаких неровностей.
Для полирования изготавливают несложный инструмент, показанный на рис. 14. Сукно 2, обтягивающее
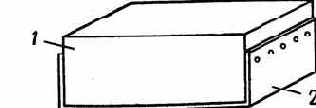
Рис. 14. Инструмент для полирования:
/ — деревянный брусок; 2 — сукно
брусок 1 из древесины мягких пород, натирают пастой ГОИ и смачивают растительным маслом (лучше подсолнечным). Подготовленным инструментом полируют деталь до зеркального блеска. Далее деталь протирают мягкой чистой льняной ветошью и удаляют масло с поверхности детали тампоном, смоченным спиртом. Через 2—3 суток выполняют окончательную операцию— протирают поверхности насухо чистым тампоном.
Отполированная таким образом деталь по чистоте и красоте отделки мало чем отличается от детали, полированной стандартным способом, зато время обработки сокращается и, что самое главное, отпадает трудоемкий процесс полирования тампоном.
Еще один упрощенный способ полирования. Подготовка поверхности детали обычная. В отличие от предыдущего способа здесь пользуются не политурой, а шеллачным спиртовым лаком (светлым). Деталь покрывают лаком 3—4 раза, используя мягкую кисть. Время про-
106
сыхания после каждого покрытия 3—5 час, после последнего — 1 сутки. Затем тампоном с шеллачной политурой полируют поверхность до блеска и сушат 3—5 суток.
Высушенную деталь полируют инструментом, показанным на рис. 14, так же, как и в предыдущем случае.
Такой вид полировки менее качественный, им можно пользоваться при полировании нелицевых деталей, а также деталей, изготовленных из древесины хвойных пород. Необходимо отметить, что при полировании древесины хвойных пород вначале необходимо обессмолить поверхности детали скипидаром или бензином.
§ 16. ВОЩЕНИЕ ДРЕВЕСИНЫ
Радиолюбителю часто приходится иметь дело с древесиной крупнопористых пород (бук, дуб и т. п.). Лучшим видом отделки такой древесины считается вощение, т. е. нанесение на поверхность древесины восковых вакс с последующей их полировкой.
Красиво выглядят деревянные конструкции, где умело сочетаются вощеные и полированные детали.
Восковые ваксы не требуют предварительного грунтования и полировки, так как сами являются хорошими порозаполнителями и прочно держатся на поверхности древесины.
Вощеная поверхность хорошо подчеркивает текстуру древесины. Мягкий и нежный блеск придает детали чрезвычайно красивый вид.
Процесс вощения не трудоемок, дает хорошие результаты и не требует дорогих и дефицитных материалов.
Поверхность подготавливается так же, как и под полирование, т. е. зачищается, шлифуется и освобождается от ворса. Если необходимо, то деталь окрашивается в соответствующий цвет.
После подготовки поверхность детали покрывают восковой ваксой (пастой). Температура ваксы должна быть не выше 20—25° С; при повышении температуры могут возникнуть темные пятна на поверхности древесины.
Состав и приготовление восковой ваксы следующие.
107
1-й рецепт. 100 в. ч. натурального пчелиного воска распускают на медленном огне. В отдельной посуде разогревают (в водяной бане) 200 в. ч. очищенного скипидара. Затем малыми дозами при интенсивном поме-шиаании горячий воск вливают в скипидар. Смесь размешивают до образования однородной структуры и дают остыть до комнатной температуры.
Вакса может иметь и другие рецепты (все дано в
весовых частях).
2-й рецепт:
воск пчелиный — 85;
канифоль — 15;
скипидар очищенный — 200.
3-й р ецепт:
церезин (или парафин)— 60;
скипидар очищенный — 100.
4-й рецепт:
воск пчелиный — 80;
скипидар очищенный — 60;
бензия Б-70 — 60.
С БЕНЗИНОМ ОБРАЩАТЬСЯ ОСТОРОЖНО!
Необходимо также отметить, что ваксы на основе церезина или парафина по качеству хуже, чем ваксы из пчелиного воска. Полученную ваксу наносят на древесную поверхность щеткой с жестким ворсом. При нанесении ваксы необходимо следить, чтобы она ложилась ровно по всей поверхности и . без .пропусков. Деталь сушить в течение суток при комнатной температуре.
После высыхания поверхность полируют суконкой до равномерного блеска. В начале полирования суконка идет с трудом из-за налипания воска, поверхность детали делается грязной и некрасивой. По мере стирания воска и его разравнивания суконка начинает идти легче, поверхность очищается от грязи и становится гладкой и блестящей. По окончании полировки деталь ставят на просушку (2—3 суток), после чего протирают чистой мягкой ветошью.
108
Для закрепления глянца и для того, чтобы сделать покрытие более устойчивым, на поверхность наносят слой шеллачного лака, разведенного шеллачной политурой (1 : 1). Закреплять покрытая можно также шеллачной политурой с добавлением в нее 5—7% восковой ваксы (предварительно растворив ваксу в политуре).
§ 17. ЛАКИРОВАНИЕ ДРЕВЕСИНЫ
Лакируют древесину различными лаками. Основными в радиолюбительской практике считаются спиртовые, масляные и нитролаки.
Лакированные детали выглядят несколько хуже полированных или вощеных. При лакировании, кроме всех подготовительных работ, осуществляемых при полировании, добавляется еще и процесс грунтования.
Специальные составы для грунтования втирают в сухую подготовленную поверхность детали тампоном.
Грунтовки по консистенции разделяются на жидкие и густые, первые применяются для грунтования мелкопористых пород древесины, вторые—для крупнопористых.
В табл. 29 приведены рецепты наиболее часто встречающихся грунтовок и грунтовочных паст.
Таблица 29
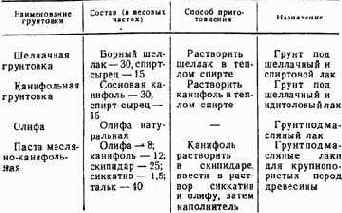
109
Продолжение
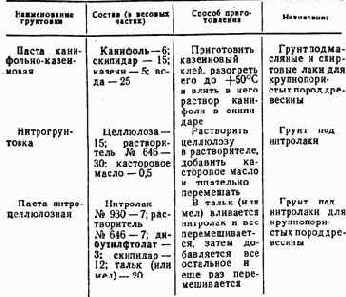
Для дополнительного подкрашивания древесины можно добавлять пигменты соответствующих цветов непосредственно в грунтовку.
Лакированно спиртовыми лаками. Процесс лакиро-вания производится тампоном (изготовленным так же, как и при полировании), внутрь которого наливается спиртовой лак. Лучшим лаком считается шеллачный.
Лак наносят на подготовленную поверхность детали вдоль волокон древесины, без потеков и равномерно по всей поверхности. Время высыхания первого слоя 3—4 час, после чего его шлифуют шкуркой № 180—220 без нажима. Пыль с поверхности детали удаляют влажной губкой или ветошью. Высохший первый слой лака покрывают вторым слоем, разбавленным 10% спиртом. Второй слой также сохнет 3—4 we, затем его шлифуют пемзовым порошком с водой (влажную льняную ве-
110
тошь припудривают пемзовым порошком). Шлифовать следует легкими круговыми движениями без нажима, чтобы не сошляфовать лак. Удалив пыль, деталь покрывают третьим слоем лака (консистенция которого такая же, как и при нанесении второго слоя), затем деталь сушится в течение суток.
Полировка (окончательный процесс) производится льняным тампоном, увлажненным керосином и припудренным пастой ГОИ. Окончательно деталь протирается чистой ветошью.
Лакирование масляными лаками. Лакирование масляными лаками мало чем отличается от лакирования спиртовыми. Срок сушки каждого слоя масляного лака увеличивается до 48 час.
Лак в этом случае наносят щетинной кистью равномерно без потеков. После высыхания первый слой лака шлифуют шкуркой № 140 с легким нажимом вдоль волокон древесины. Пыль с поверхности удаляют ветошью и затем наносят второй слой лака. Высохший второй слой шлифуют пемзовым порошком, нанесенным на слегка увлажненный фетр или суконку. Пыль после шлифования удаляют и поверхность протирают чистой мягкой ветошью.
Третий слой лака наносится и шлифуется так же, как второй.
Высушенную поверхность располировывают (разравнивают) тампоном из льняной простиранной ткани, смоченной спиртом. На тампон наносят несколько капель льняного или подсолнечного масла.
Располировка производится плавными круговыми движениями так, чтобы каждый последующий слой лака немного перекрывал предыдущий. Операция распо-лировки повторяется 2—3 раза. Следы масла после последней располировки удаляют мягкой чистой ветошью.
Примечание. Лучшими масляными лаками считаются те, в которых имеются копаловые смолы.
Лакирование нитролаками. При лакировании детали из древесины нитролаками особое внимание необходимо обратить на сушку детали, так как на недостаточно высушенной поверхности нитролаки очень плохо держатся.
111
В помещении, гдб производится лакирование, температура должна быть не ниже 18—20° С, помещение должно проветриваться.
Лак наносится на обрабатываемую поверхность пульверизатором равномерным слоем без пропусков и потеков. Каждый последующий слой лака следует наносить в направлении, перпендикулярном предыдущему. Сохнет каждый слой около часа.
Первый, второй и третий слои лака после сушки шлифуются шкуркой № 120—140 с небольшим нажимом. После нанесения четвертого слоя лака деталь просушивается в течение суток и затем шлифуется шкуркой № 150—180, при этом поверхность обрабатываемой детали слегка увлажняют керосином или бензином. Отшлифованная таким образом поверхность детали насухо протирается мягкой ветошью.
Наиболее ответственной и точной операцией в процессе лакирования является располировка. Располиров-ка (выравнивание поверхности) производится тампоном из льняной •: стираной ткани, смоченным небольшим количеством смеси спирта-ректификата и растворителя № 646 (взятых в пропорции 1:1).
Для получения лаковой пленки повышенного качества ее покрывают (тампоном) двумя слоями шеллачной политуры (6—8%). Высыхание шеллачного покрытия длится двое суток, после чего поверхность обезжиривается спиртом-ректификатом.
Еще один способ лакирования нитролаками. Поверхность древесины подготавливается обычным способом. На чистую и сухую поверхность пульверизатором наносится бесцветный нитролак (например, нитролак № 930). Вязкость первых слоев нитролака должна быть снижена, т. е. купленный в магазине нитролак разбавляется 10—15% растворителя. Вначале на поверхность древесины наносят 4—5 слоев нитролака; время просушки между слоями 10—15 мин при температуре воздуха в помещении не ниже 30° С (при 18—20° С время сушки увеличивается до 30 мин).
Следующие два слоя наносят нитролаком, разбавленным 8—10% растворителя, и еще один слой—нитролаком, разбавленным 6—8% растворителя. Время сушки между слоями такое же, как и при покрытии пер-
112
выми слоями. Окончательная сушка—2 суток при температуре 18—20° С.
Высушенная поверхность шлифуется абразивной шкуркой № 120—180 с уайт-спиритом, затем зерно шкурки уменьшается постепенно до № 320.
Протертая после шлифования поверхность покрывается еще двумя слоями нитролака. Время сушки между слоями 30 мин, после второго слоя — сутки.
Далее поверхность полируется пастой ГОИ, нанесенной на специальный инструмент (рис. 14), суконка инструмента смачивается уайт-спиритом. Затем поверхность протирается ватным тампоном, смоченным полировочной водой № 18. Протирка идет кругообразными движениями до получения зеркальной поверхности. После этой операции поверхность протирается сухим ватным тампоном.
§ 18. ВОССТАНОВЛЕНИЕ ПРОЗРАЧНЫХ ПОКРЫТИИ
Нередко радиолюбителю приходится сталкиваться и с восстановлением поврежденных прозрачных покрытий. Царапины, пятна от горячих предметов и т. п. можно удалить и конструкция примет свой первоначальный вид.
Удаление повреждений с полированной поверхности. Места с разрушенной полировкой (растрескивания, мелкие царапины и т. п.) восстанавливаются, если их протереть смесью льняного масла и спирта (можно денатурата) в пропорции 1:1. После высыхания поврежденное место полируют мягкой суконкой до блеска. В данном случае с успехом можно применять и политуру.
Пятна от горячих предметов (побеление полировки) можно ликвидировать, слегка протирая их спиртом несколько раз до исчезновения побеления. После этого высохшую поверхность необходимо отполировать суконкой. Добавление небольшого количества натуральной олифы улучшает процесс восстановления поврежденного участка, но при этом после высыхания нужно обязательно располировать этот участок тампоном со спиртом.
8 Л. А. Ерлыки ИЗ
Другой способ удаления пятен от горячих предметов заключается в следующем. Пятно слегка протирают смесью парафина и воска (1 : 1), покрывают 2—3 слоями промокательной бумаги и приглаживают в меру нагретым утюгом. Процесс повторяют до пропадания пятна, затем тампоном, смоченным слегка спиртом, полируют это' место.
Удаление повреждений с вощеных поверхностей. Ввиду относительной непрочности вощеных поверхностей они легко повреждаются. Если повреждение небольшое, то полированием простой суконкой можно без труда восстановить покрытие. Если же повреждение существенное, то покрытие восстанавливается путем нанесения восковой ваксы на поврежденный участок с последующим полированием суконкой.
Удаление повреждений с лакированных поверхностей. Поврежденные лакированные поверхности покрываются вновь соответствующими лаками.
Особенно тщательно нужно работать с темными лаками, так как при небрежном покрытии поврежденных участков могут образоваться темные пятна, разводы и т. п.
Окончательный процесс восстановления для шеллачных лаков—полировка пастой ГОИ с керосином, для масляных лаков—располировка тампоном со спиртом, для нитролаков — располировка тампоном, смоченным спиртом пополам с растворителем.
§ 19. СНЯТИЕ СТАРЫХ ПРОЗРАЧНЫЙ ПОКРЫТИЙ
При ремонте старых деревянных конструкций иногда бывает необходимо снять с них прозрачные покрытия: полировку, восковое покрытие или лак. Все покрытия легко снимаются специальными составами, при этом отпадают такие трудоемкие операции, как зашку-ривание или циклование.
Снятие полированного покрытия. Старое полированное покрытие можно снять, протирая его спиртом. Если покрытие снимается плохо, можно применить смесь аммиака (25%) со спиртом в пропорции 1:1.
Восковое покрытие легко снимается, если поверхность протирать горячим скипидаром.
114
Снятие лакового покрытия. Старое лаковое покрытие хорошо снимается, если применить один из следующих составов (все в весовых частях):
1-й состав.
Аммиак (25%) — 2;
скипидар — 1. -
2-й состав.
Едкий натр —3,5;
вода — 10.
Температура 2-го состава должна быть около 80° С. Третьим составом может служить специальный растворитель СК-36.
VI. ТЕХНОЛОГИИ И КОНСТРУКЦИИ.
В этом разделе описывается ряд конструкций, технология изготовления которых может вызвать определенные трудности в любительских условиях.
Наряду со стандартными даны оригинальные любительские технологии. Большое внимание уделяется их оформлению.
§' .. ПЕЧАТНЫЙ МОНТАЖ
Печатный монтаж все шире применяется не только в промышленных образцах аппаратуры, но и во многих конструкциях радиолюбителей, особенно при изготовлении карманных радиоустройств.
Изготовление печатных плат в настоящее время не представляет большой трудности для радиолюбителя. Преимущества же этих плат велики. Монтаж получается малым по объему, как правило без ошибок; при этом велика повторяемость параметров всех блоков.
Ниже приводится, как наиболее доступный и малотрудоемкий, метод получения печатных плат с применением фольгированного гетинакса.
Фолы-ированный гетинакс. Фольгированный гетинакс марок Гф бывает в продаже очень редко, поэтому радиолюбителю приходится изготовлять его самому. Для этого необходимы следующие материалы: гетинакс толщиной 1—2 мм, фольга медная толщиной 0,01—0,06 мм, клей, вспомогательные материалы (материалы для зачистки, обезжиривания и т. п.). Инструмент при этом требуется несложный.
Гетинаксовая плата зашкуривается с одной стороны (или с двух сторон, если печатный монтаж будет двух-
116
сторонним) шкуркой № 60—80, протирается от пыли н обезжиривается ацетоном, дихлорэтаном, четыреххло-рнстым углеродом или бензином Б-70.
Фольгу следует вырезать так, чтобы она была меньше гетинаксовой платы на 3—5 мм с каждой стороны. Заготовка из фольги расправляется, очищается от окислов шкуркой № 60—80 и тоже обезжиривается одним из химикатов, указанных выше.
После подготовки поверхностей гетинакса и фольги на них наносится слой клея.
Примечание. Наиболее употребительные клеи (и доступные) — БФ-2 и БФ-4. Однако с успехом можно применять и такие клеи, как КБ-3, ВИАМ Б-3, ФР-12 и СП-2.
Первый слой клея (здесь и далее пользуются клеем БФ) подсушивается при комнатной температуре в течение часа. Затем на обе склеиваемые поверхности наносится второй слой клея, который подсушивается в течение 30 мин. Фольга с нанесенным клеем накладывается на гетинакс так, чтобы она не доходила до края гетинакса на 3—5 мм с каждой стороны. На ровном и твердом основании твердым валиком поверхность раскатывается от середины к краям. Тщательно обработанная таким образом заготовка помещается под пресс (в одном из последующих разделов будет приведен простейший пресс) и нагревается до 110—120° С. При такой температуре заготовка выдерживается 3—4 час, после чего она остывает и только тогда вынимается из-под пресса. Если возможность нагревания отсутствует, то заготовку необходимо сушить под прессом 2—3 суток при температуре 18—20° С.
Изготовление печатных плат фотометодом
Изготовление печатной платы начинается с подготовки так называемого белка, который представляет собой увеличенный чертеж будущего монтажа. Здесь следует обратить внимание на размещение деталей на плате и соблюдение их габаритных размеров (в основном расположение паечных ножек, выводов и т. п.). Лучше всего начать рисовать будущую печатную плату на миллиметровой бумаге, а затем уже увеличить полученную схему до нужных размеров. Белок чертится тушью на качественной бумаге (рис. 15).
117
Затем белок фотографируется. При изготовлении небольших деталей (частей переключателей, коллекторов и т. п.) белок лучше фотографировать на широкоформатной пленке (или фотопластинке), чтобы получить соотношение 1:1 к его естественному размеру, после чего произвести контактное экспонирование.
Фольгированный ге-тинакс необходимо покрыть светочувствительным слоем эмульсии. Экспонирование рисунка печатной платы, проявление его, закрепление (а иногда и отжиг при соответствующей температуре) различны для нескольких рецептов эмульсий, приведенных ниже.
 |
Перед нанесением слоя эмульсии с поверхности фольги удаляют
|
Рис. 15. Белок |
жиры и грязь. Пемзовым порошком (или шкуркой № 140) создается легкая шероховатость на поверхности фольги. Затем заготовку промывают в проточной воде, декапируют в 4% растворе серной кислоты в течение 1 мин и окончательно промывают проточной водой.
Эмульсию наносят на фольгу широкой мягкой кистью в два слоя (слои наносят во взаимно перпендикулярных направлениях); первый слой эмульсии сушат 40—60 мин.
Экспонирование производится после полного высыхания эмульсии. При контактном печатании выдержка лежит в пределах 5—15 мин (две лампы по 200 вт на расстоянии 50 см).
При экспонировании с узкой пленки (с помощью фотоувеличителя) надо помнить, что размер изображения должен соответствовать действительному размеру печатной платы. В этом случае лучшей проверкой будет сравнение изображения с рисунком печатной платы, сделанным на миллиметровке, т. е. с тем рисунком, с которого начинают готовить белок.
118
Длительность экспонирования здесь зависит от мощности лампы фотоувеличителя, масштаба увеличения и колеблется от 0,4 до 2 час. Точное время экспонирования устанавливается экспериментальным путем в каждом отдельном случае (пробы рекомендуется делать на специально подготовленных кусочках материала).
После экспонирования рисунок проявляют в растворах, указанных в каждом рецепте, и, если нужно (4-и рецепт), закрепляют его. После полного высыхания эмульсии при температуре 18—20°С производится отжиг (опять-таки если это требуется по рецепту).
Заключительный процесс—травление рисунка и освобождение его от оставшейся эмульсии. Травление обычно проводят в растворе хлорного железа с удельным весом 1,36. При отсутствии ареометра, которым определяют удельный вес раствора, можно использовать следующий метод. Берут немного меньше полстакана хлорного железа, доливают до полного теплой водой и все тщательно перемешивают.
Если в растворе хлорного железа наблюдается темный осадок (гидрат окиси железа), необходимо к раствору добавлять небольшими количествами соляную кислоту—до полного пропадания осадка.
Процесс травления (в зависимости от толщины фольги) протекает 40—80 мин. Оставшуюся эмульсию удаляют с платы щелочными растворами (NaOH или КОН) или механическим путем, но так, чтобы не повредить печатный монтаж.
1-й рецепт. Для медной фольги толщиной 0,01—
0,03 мм:
желатин (фото) —200 г/л;
двухромовокислый аммоний— 16 г/л;
хромовый ангидрид — 8 г/л;
аммиак (25%) — 20 мл/л;
спирт-ректификат — 40 мл/л.
Желатин заливают теплой водой (600 мм) и оставляют набухать на 3—4 час, затем его распускают в водяной бане (40° С) до образования однородной массы. Отдельно в 400 мл воды растворяют сначала двухромовокислый аммоний, потом хромовый ангидрид и полученный раствор вливают в желатиновый сироп при энергичном размешивании. Не переставая размешивать
119
полученную массу, в нее добавляют аммиак и спирт. Через 24 час раствор и осадок удаляют.
Для 'дальнейшей работы эмульсию готовить в затемненном помещении.
После экспонирования гетинаксовую пластинку со светочувствительным слоем проявлять в водном растворе анилинового красителя, при этом участки, где эмульсия не была освещена при экспонировании, смываются водой, а оставшиеся участки окрашиваются красителем и становятся более контрастными. После полного высыхания полученного рисунка его отжигают при температуре 350° С. Эмульсия после травления удаляется в щелочном растворе (едкий натр или едкий калий —
из расчета 50 г/л}.
2-й рецепт. Для медной фольги толщиной 0,01—
0,03 мм:
альбумин - — 40 г/л;
двухромовокислый аммоний — 10 г/л;
аммиак (25%) — 5,5 мл/л.
Сухой альбумин разводят в 700 мл теплой воды до образования однородной массы. Отдельно в 300 мл воды растворяют двухромовокислый аммоний и полученный раствор подливают, помешивая, к альбуминовому клею небольшими порциями, затем, не прекращая поме-шивания, необходимо влить и аммиак. Все работы с эмульсией производить при слабом свете.
Проявлять следует также в водном растворе анилинового красителя. Для отжига просушенного рисунка необходима температура 150—170° С.
3-й рецепт. Для медной фольги толщиной 0,03— 0,06 мм:
поливиниловый спирт — 140 г/л;
двухромовокислый калий (20% раствор) — 15 мл/л.
Поливиниловый спирт выпускается нашей промышленностью в виде удлиненных гранул неопределенной конфигурации. Нужное количество гранул поливинилового спирта растворяют в теплой воде до образования сиропа, после чего в образовавшийся сироп подливают двухромовокислый калий и все тщательно перемешивают. Работу производить в затемненном помещении.
Проявитель—водный раствор анилинового краси-
120
теля. Полученный рисунок после полного высыхания отжигают при температуре 200—250° С.
4-й рецепт. Для медной фольги толщиной 0,03—
0,06 мм:
Первый раствор: шеллак — 150 г/л;
аммиак (25%) —250л(л/л.
Шеллак заливают аммиаком, тщательно взбалтывают и доливают воду. Все снова тщательно взбалтывают и оставляют на 5—6 час в покое до полного омыления. Затем омыленную смесь помещают в водяную баню (70—80° С) и держат до полного растворения
шеллака.
Раствор отстаивается 10—12 час и фильтруется через простейший фильтр.
Второй раствор:
двухромовокислый аммоний — 100 г/л;
спирт этиловый — 220 мл/л;
аммиак (25%) — 90 мл/л.
В теплой воде растворить двухромовокислый аммоний, охладить и добавить аммиак и спирт. Второй раствор готовить в сильно затемненном помещении и в дальнейшем все операции с эмульсией производить при
слабой освещенности.
Перед нанесением эмульсии смешать 5 частей первого раствора и 1 часть второго раствора, затем все тщательно перемешать.
Проявителем для данного рецепта эмульсии служит спирт-денатурат с добавлением анилинового красителя (на литр денатурата 0,2 г красителя).
После проявления рисунок помещают в закрепитель,
состоящий из:
спирта этилового — 250 мл;
канифоли — 25 г;
красителя анилинового — 5 г;
аммиака (25%) — 8г.
Упрощенный способ изготовления печатных плат
Для изготовления небольших и несложных печатных плат можно применить упрощенный способ, который по затратам материалов и времени является самым выгод-
121
Рис. 16. Печатные платы:
о — подготовленная; б — вытравленная; в — плата с деталями
ным. Таким способом можно изготавливать платы карманных и крупногабаритных радиоустройств (радиоприемников, телевизоров и т. п.).
Схема будущей печатной платы, выполненная на миллиметровой бумаге 1:1, переносится на подготовленный фольгированный гетинакс через переводную бумагу. Полученный рисунок для четкости обводится мягким карандашом.
Рейсфедером или стеклянной чертежной трубочкой рисунок обводится кислотоупорным лаком (битумным, асфальтобитумным и т. п.), слегка разжиженным скипидаром.
122
Рисунок получается аляповатым, так как лак растекается, но этого не нужно бояться. После высыхания лака (5—6 час} рисунок корректируется острозаточенным скальпелем—удаляются размывы, потеки и т. д.
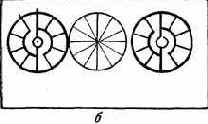
Рис. 17. Печатные платы статорной пластины переключателя:
а — подготовленные; б — вытравленные
Скорректированный и проверенный по схеме рисунок вытравливается в растворе хлорного железа с удельным весом 1,36 и промывается теплой водой.
Примечание. Вытравливание рисунка протекает быстрее, если посуда, в которой происходит процесс (тарелка, кювета), непрерывно покачивается.
На рис. 16 показаны печатные платы, подготовленные к травлению. (Вытравленная плата, плата с деталями—все к карманным радиоприемникам на полупроводниковых триодах.)
1ВЗ
При изготовлении наиболее простых печатных схем можно применять и другой метод (это особенно хорошо удается при изготовлении плат переключателей).
Фольгированный гетинакс покрывают кислотоупорным лаком сплошным слоем. После высыхания (5— 6 час) на лаке процарапывают рисунок сначала иголкой, затем притупленным концом скальпеля.
Примечание. При длительном высыхании лака рисунок получить не удается, так как лак в этом случае растрескивается и отлетает большими кусками.
Травление производится в растворе хлорного железа. На рис. 17 показаны заготовка для травления ста-торных пластин печатного переключателя (темная) и полученные после травления печатные платы статора.
Метод ш«лкографии (сеткографии)
Метод шелкографии (сеткографии) хорош для изготовления небольшой партии печатных плат (триггеров, элементов счетных схем, схем радиотелеуправления и т. п.). Применяется также для изготовления статор-ных плат печатных переключателей.
При этом методе такой трудоемкий процесс как фотографирование проводится только один раз, а полученные платы отличаются высоким качеством и точным совпадением всех размеров.
Основным материалом служит ровная и относительно редкая (прозрачная) шелковая ткань (можно использовать кусок капронового чулка).
Ткань обезжиривается в содовом растворе, промывается, сушится и ровно натягивается на рамку, изготовленную из отрезка фанеры.
В сильно затемненном помещении готовится эмульсия.
Желатин (8 г) заливают 50 мл теплой воды и оставляют набухать на 2—3 час. Затем в водяной бане при температуре 40° С желатин распускают до однородной сиропообразной массы.
Отдельно в 50 мл воды растворяют 4 г двухромовокислого аммония и полученный раствор вливают в желатиновый сироп. После тщательного размешивания к образовавшейся массе добавляют 15—20 капель аммиака (25% раствор) и 10 мл спирта-ректификата.
124
Полученная эмульсия отстаивается в полной темноте 24 час и затем осторожно сливается так, чтобы остался образовавшийся осадок, который удаляется.
На подготовленную и натянутую на рамку ткань эмульсия наносится в два слоя мягкой и широкой кистью. Один слой наносится вдоль одних волокон ткани, другой—вдоль других, перпендикулярных первым. Время высыхания первого слоя эмульсии 10 мин, второго — 12 час.
Оставшуюся эмульсию можно хранить в темноте до 10 дней, ее можно использовать для изготовления других сетчатых шаблонов.
Копирование производится с позитива контактным способом. Выдержка при экспонировании (при двух лампах по 200 вт на расстоянии 50 см) лежит в пределах 5—15 мин.
Проявляют рисунок в теплой воде (40° С), покачивая кювету. Убедившись, что рисунок проявлен (участки эмульсии, не освещенные при экспонировании, смоются водой), рамку переносят в дубящий раствор, состоящий:
из квасцов хромовых — 20 г/л;
из двухромовокислого калия — 50 г/л;
из спирта этилового — 20 мл/л.
Вода для дубящего раствора должна быть дистиллированной (можно использовать также дождевую, снеговую воду или конденсат из бытовых холодильников).
В дубящем растворе рамка должна находиться 2— 3 мин, затем ее ополаскивают, опускают на 1—2 сек в 1 % раствор метилвиолента и промывают. Время высыхания рисунка после обработки 1 час.
Поверхность фольгированного гетинакса обрабатывается "(зашкуривается, обезжиривается и т. д.) так же, как и в предыдущих случаях.
Рамку с рисунком плотно накладывают на фольги-рованный гетинакс и резиновым шпателем (или кистью с коротким ворсом средней жесткости) продавливают специальную краску сквозь сетку. Рамку с сеткой осторожно снимают—на фольге остается четкий рисунок будущего печатного монтажа, который припудривают тальком.
125
Рецепт краски:
литопонная краска —75%;
типографские белила (прозрачные) —20%;
ультрамарин — 5%.
Если у радиолюбителя нет возможности изготовить подобную краску, то можно использовать кислотоупорные лаки (асфальтовый, асфальтобитумный и др.) повышенной вязкости.
Вязкость кислотоупорного лака можно повысить, оставив его на 1—2 суток в широкой открытой посуде.
Дальнейшая обработка платы (после высыхания) такая же, как и в описанном выше случае («Изготовление печатных плат фотометодом»).
Сетку с рисунком промывают в керосине, протирают мягкой ветошью и сушат. Хранить сетку с рисунком необходимо в закрытом шкафу.
§ 21. ИЗГОТОВЛЕНИЕ ШКАЛ И ШИЛЬДИКОВ
При изготовлении радиоприемников или других устройств радиолюбитель часто сталкивается с необходимостью изготовить шкалы, шильдики, надписи. Плохо выполненные, они портят внешний вид устройства.
Методом травления на стекле или металле при тщательном изготовлении можно получить эти детали, по внешнему виду нисколько не уступающие изготовленным в заводских условиях.
Стеклянные шкалы
Нужных размеров стеклянную заготовку будущей Шкалы обезжиривают с обеих сторон кашицей из мела и воды (протирают ею) или насыщенным раствором питьевой соды, затем промывают и сушат.
Изображение шкалы наносят на кальке тушью, причем надо помнить, что если поле шкалы'непрозрачное (окрашенное), то и на кальке это поле должно быть залито тушью (т. е. если кальку считать позитивом, то и шкала будет тоже позитивом). Качество изображения должно быть высоким.
Кальку с изображенным рисунком наклеивают на одну из сторон стеклянной заготовки фотоклеем (рецепт
126
которого был приведен выше); можно использовать клей, состоящий из 2 в. ч. столярного клея (готового к употреблению), 1 в. ч. сахара и 10 в. ч. воды.
На другую сторону стеклянной заготовки наносят эмульсию по одному из приведенных рецептов (приготовление эмульсии и работу с ней производить в затемненном помещении).
1-й рецепт.
Яичный белок взбитый — 90 см3 аммиак (25%) — 4 см3 тушь жидкая — 8 см3 двухромовокислый аммоний — 2 г;
вода — 12 см3.
Двухромовокислый аммоний растворяют в воде, добавляют остальные компоненты и все тщательно перемешивают. После отстаивания в течение 2—3 час жидкость фильтруется.
Эмульсию после экспонирования проявляют в холодной воде, ненужные участки эмульсии снимают тампоном из ваты.
2-й рецепт. В отдельной посуде готовится первый раствор—50 г столярного клея в 300 мл воды.
В другой посуде растворяют 13 г двухромовокислого калия в 300 мл кипящей воды.
Оба раствора сливают, перемешивают и греют в водяной бане полчаса, затем к полученному составу доливают 400 мл воды. Непосредственно перед употреблением эмульсии к ней подливают 7 мл аммиака (25%). Дать эмульсии отстояться и отфильтровать ее через простейший фильтр.
Эмульсию, составленную по этому рецепту, проявляют в водном растворе анилинового красителя. Анилиновый краситель 30 г (нужного цвета) кипятится в литре воды 10—15 мин, остужается и фильтруется.
После проявления рисунок дубится в течение 1 мин в следующем растворе:
двухромовокислый калий—26 г/л;
квасцы хромовые — 20 г/л;
спирт этиловый — 20 мл/л.
127
3-й реце пт.
1-й состав—75 г желатина в 375 мл воды;
2-й состав—100 г хромового ангидрида в 65 ллводы;
3-й состав—8 г двухромового ангидрида в 65 мл воды,
Желатиновый сироп (1-й состав) приготовляют так же, как это было описано в методе шелкографического изготовления печатных плат.
Все три состава смешивают в следующем порядке:
второй раствор вливают в первый и нагревают в водяной бане до 50—60° С, затем все вливают в третий раствор. К полученной смеси растворов добавляют 35 мл спирта-ректификата и 20 мл аммиака (10%).
Проявляют в водном растворе анилинового красителя. Дубится рисунок в растворе, указанном во 2-м, рецепте.
Эмульсию наносят мягкой кистью на стекло в два взаимно перпендикулярных слоя. Время высыхания первого слоя 30 мин, второго — 2 час.
Экспонирование производится при свете лампы 500 вт, расположенной в 30 см от рисунка, в течение 15—30 мин. При относительно длинной шкале вдоль нее лучше разместить 2—3 лампочки по 200—250 вт. При этом четкость отпечатка будет выше.
Проявленный рисунок при необходимости дубится, промывается, сушится и покрывается тонким слоем бесцветного лака. Вместо лака можно применить клеи БФ (светлые сорта), разжиженные спиртом до консистенции очень жидкой сметаны.
Зеркальная шкала. Если необходимо стеклянную шкалу частично покрыть зеркальным слоем (или изготовить сложной конфигурации зеркальный отражатель и т. п.), можно применить следующий метод.
Участок стекла, который необходимо покрыть зеркальным слоем, обезжиривают и протирают раствором хлорного олова. Затем готовят специальный раствор. В 2% раствор ляписа (азотнокислого серебра) доливают 10% раствор аммиака до полного растворения осадка. Затем на каждые 100 мл раствора добавляют 100 капель формалина.
Подготовленное стекло (на участки, которые не нужно покрывать зеркальным слоем, наносят кислотоупорный лак) опускают в специальный раствор на 1,5—2 час.
128
Полученную зеркальную поверхность промывают, сушат и покрывают зеркальным лаком (см. приложение).
Шкалы и шильдики из алюминия
Шкалы радиолюбительской измерительной аппаратуры (а иногда и приемники оформляются со шкалами) изготовляются из алюминия. Такие шкалы, .выполненные методом травления, достаточно четки, легко читаются, красивы на вид.
Алюминиевая заготовка шлифуется тонкой шкуркой, просветляется горячим (80—90° С) 10% раствором щелочи и затем тщательно промывается горячей водой.
На высохшую заготовку в два слоя (перпендикулярных друг к другу) наносится специальная эмульсия. Время высыхания каждого слоя — 1 час.
Состав эмульсии:
желатин (фото) — 50 г;
глицерин — 20 мл;
спирт-ректификат — 30 мл;
двухромовокислый аммоний — 4 г;
вода — 500 мл.
Желатин заливается 250 мл воды и набухает в течение 3 час, затем в водяной бане (40° С) распускается до однородной сиропообразной массы.
Отдельно в 250 мл воды (40—60° С) растворяют двухромовокислый аммоний, полученный раствор вливают в желатиновый сироп. Туда же добавляют глицерин и спирт. Эмульсию готовить в затемненном помещении.
Печать лучше производить контактным способом, изготовив на кальке рисунок будущей шкалы (шильдика, надписи). Необходимо помнить, что при последующем травлении углубления (рельеф) будут получаться под местами, покрытыми на рисунке тушью.
Рисунок прижимается к эмульсии, нанесенной на заготовку при помощи стекла.
Время экспонирования при контактной печати (500 9т лампа располагается на расстоянии 30 см от рисунка) 15—20 мин.
При проекционной печати время экспонирования определяется экспериментально.
9 Л. А. Брлыкии 129
Рисунок проявляют в 10% растворе денатурированного спирта, сушат и прокаливают 5—10 мин при температуре 350° С.
Вытравливание рисунка производится в следующем растворе:
медный купорос — 100 г/л;
поваренная соль— 100 г/л;
соляная кислота — 100 г/л.
Травить следует до образования рельефа 0,15— 0,3 мм.
Оставшуюся эмульсию удаляют смесью азотной и серной кислот, взятых в соотношении 2:1.
Краски накатывают на стекло, а затем переносят на протравленную заготовку. После высыхания краски де-' таль покрывают бесцветным лаком или жидкоразведен-ным клеем БФ светлых сортов (клеи БФ разводятся спиртом).
Вытравленные места можно заполнить черной нитро-эмалью ДМ или другой краской; высушить и затем удалить излишнюю краску, протирая поверхность спиртом.
Шкалы и шильдики из латуни
Красивый декоративный вид имеют шкалы и шильдики, изготовленные из полированной латуни.
Ввиду того что травление латуни производится кислотами (см. пункт «Травление меди и ее сплавов»), защитной пленкой (для рисунка) должны служить кислотоупорные лаки.
Поэтому в данном случае лучше всего пользоваться методом шелкографии (описанным выше), применяя асфальтовый, асфальтобитумный и другие кислотоупорные лаки повышенной вязкости.
§ 22. ИЗГОТОВЛЕНИЕ ШАССИ
Рассмотрим метод, пользуясь которым можно изготовить красивое и прочное шасси из алюминия или мягких сортов дюралюминия, применяя несложный инструмент.
На рис. 18 дана раскройка шасси из алюминия или мягких сортов железа.
130
Применяя молоток и тиски, раскройка изгибается по пунктирным линиям и затем крышка / приклепывается алюминиевыми заклепками к боковинкам 2. Края боковинок склепываются внахлестку; расположение заклепок видно на рисунке.
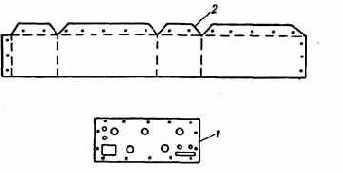
Рис. 18. Раскройка шасси:
/ — крышка; 2 — боковинки
Необходимо отметить, что изгибание буртика у боковинки нужно производить в два приема: сначала бур-тик изгибается по всей длине на 30—40°, а затем на все 90°, при этом углы получаются более точными.
После склепывания шасси края крышки нужно опилить напильником.
Поверхность шасси просветляют горячим раствором щелочи.
Со временем электрический контакт между крышкой и боковинкой нарушается (а на боковинке и на крышке могут быть расположены точки заземления). Для устранения этого недостатка стык между боковинкой и крышкой спаивается в нескольких местах (пайка алюминия и его сплавов была описана ранее).
§ 23. ЛИСТОВАЯ ШТАМПОВКА
Листовая штамповка не требует громоздкой и дорогостоящей аппаратуры и приспособлений, но позволяет сравнительно просто получать детали высокого качества.
»• 131
Наиболее целесообразно Применение листовой штамповки в радиоклубах и радиокружках.
Процесс листовой штамповки не нов, им давно уже пользуются радиолюбители при изготовлении небольших однотипных деталей.
На рис. 19 показаны пуансон /, матрица 2 для вырубки роторных пластин малогабаритного конденсатора переменной емкости и штамп в сборе 3.


Рис. 19. Листовая штамповка:
/—пуансон; 2—матрица; 3 — штамп в сборе
Пуансоны и матрицы изготовляются из листовой стали повышенного качества (У8А, хромовомарганце-вых и др.), однако если нужно сделать немного деталей (20—30 шт.), то пуансоны и матрицы можно изготовлять из малоуглеродистых сталей.
Точность изготовления деталей штампа (пуансона и матрицы) должна быть высокой, для этого зазоры между пуансоном и матрицей делаются минимально возможными. В результате детали получатся точными и не потребуют дальнейшей обработки.
В табл. 30 приведены допустимые величины зазоров при вырубке деталей из тех или иных металлов.
132
Таблица 3ft
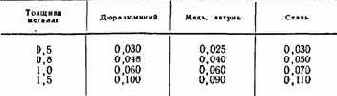
Соответственно, для более тонкого металла зазоры между пуансоном и матрицей должны быть меньше.
При листовой штамповке необходимо создавать давящее усилие относительно небольшой величины. В табл. 31 приведены усилия на 10 мм длины выруба
емого профиля из металлов:
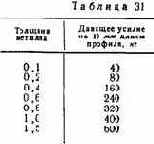 |
латуни, меди, дюралюминия и стали.
Из таблицы видно, что при толщине металла 1— 1,5 мм давящее усилие все же велико. Однако, если внимательно рассмотреть рис. 19, можно заметить, что штамп работает одновременно не по всему профилю вырубаемой детали. В этом случае образуются так называемые ножницы — вырубка растянута по расстоянию и по времени. Вследствие этого давящие усилия при листовой штамповке значительно ниже указанных в табл. 31.
В любительской практике для создания подобных давящих усилий вполне достаточно самодельного рычажного пресса .{рис. 20), которым можно создать усилия около 700—1000 кг.
Рис. 20. Рычажный пресс
133
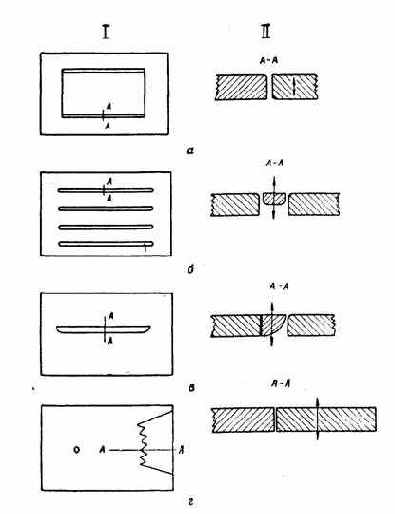
Рис. 21. Штампы:
I—общий вид пуансонов и матриц; II — сечения (деталь со стрелкой—пуансон); о—для отбортовки; б—для получения ребер жесткости; в—для изготовления жалюзи; г — для изготовления шестерен
134
Такой рычажный пресс—устройство универсальное—его можно использовать для самых различных работ: запрессовки деталей, стягивания деталей при склеивании, листовой штамповки и т. д.
Листовая штамповка позволяет производить не только вырубку деталей, но и делать отбортовку, создавать ребра жесткости, гнуть всевозможные детали из листового материала и т. п. При изготовлении шасси радиоустройств листовую штамповку можно применить для вырубания отверстий под панели электронных ламп, трансформаторов, переключателей и т. д.
Необходимо также отметить, что этот процесс позволяет вырубать детали из термопластичных пластмасс. Хрупкие термопластичные пластмассы (оргстекло, полистирол и др.) предварительно разогреваются до такой температуры, чтобы на границе вырубки не растрескивался материал.
На рис. 21 изображены штампы для различных операций, которые можно осуществить при помощи листовой штамповки:
I—общий вид пуансонов и матриц; II—сечение (деталь со стрелкой—пуансон).
Несколько слов о сборке штампа. Две пружинящие пластины из стали толщиной 1—2 мм склепываются по краям; угол, образованный ими, должен быть 20—30°. Матрица приклепывается произвольно на одной из пластин ближе к краю. Пуансон вставляется в матрицу, а в зазор между матрицей и пуансоном вставляются 3—4 вставки из фольги, так чтобы зазор был равномерен по всему периметру. Другая пружинящая пластина прижимается к пуансону с матрицей; сверху сверлятся отверстия под заклепки, которые будут крепить пуансон к верхней пружинящей пластине.
§ 24. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Изготовление кожуха к электронно-лучевой трубке телевизора
В последнее время все шире распространяются телевизоры (и радиокомбайны) с выносными электроннолучевыми трубками (рис. 22). Преимущество данной
135
конструкции в том, что трубка у такого телевизора (радиокомбайна) поворотная. При громоздкой и тяжелой конструкции нерационально двигать радиоустройство при желании смотреть телевизор из разных точек комнаты — ящик такого устройства быстро испортится;
при поворотной трубке надобность в передвиганий всего устройства отпадает.
Рис. 22. Телевизор с выносной электронно-лучевой трубкой (общий вид)
С первого взгляда кажется, что выполнить кожух для трубки — большая трудность. Однако приведенные ранее рецепты любительских «пластмасс» дают возможность изготовить такой кожух. Имея даже небольшой навык, кожуху можно придать «заводской», вид.
Изготовление кожуха начинается с создания деревянной модели (рис. 23) с учетом геометрических размеров электронно-лучевой трубки и маски к ней (на рис. 23 даны размеры под трубку '43ЛК9Б). Изготовленная модель тщательно зашкуривается (если есть большие изъяны, то она предварительно шпаклюется). Все плоскости модели должны быть ровные, без шероховатостей и неровностей. Затем модель окрашивается, сушится и покрывается парафином. Парафин можно
136
наносить в горячем виде или предьарительйо растворив его в скипидаре или бензине.
Основой «пластмассы» служит мешочная ткань (можно использовать и другую ткань, но желательно, чтобы она была толстой и редкой).
 |
427 _____
Рис. 23. Модель для изготовления кожуха
Связующим элементом «пластмассы» могут служить столярный клей, клеевая паста, казеиновый клей и др. Столярный клей, пасты на его основе и казеиновый клей должны обязательно иметь в своем составе соответствующие антисептики (см. раздел «Клеи, пасты, замазки, лаки, разбавители»). Пропитывать «пластмассу» столярным клеем (или пастой на его основе) только в горячем виде.
Первый слой ткани накладывают на модель сверху со стороны верхушки усеченной пирамиды так, чтобы полотна ткани хватило покрыть обе противоположные плоскости пирамиды. Ткань затягивают гвоздями (лучше затяжными сапожными—их легче потом извлекать из дерева) на две плоскости. Затем таким же образом ткань затягивают на двух других плоскостях. Излишки материала, образовавшиеся на ребрах пирамиды, срезают так, чтобы ткань в линиях разреза можно было зашить в стык. Этот процесс повторяется попеременно на всех гранях—материал в линиях разреза сшивается толстыми нитками. Натянув таким образом первый слой ткани (без складок и с ровными швами), верх усеченной пирамиды и одну грань смазывают горячим столярным клеем и на эти поверхности накладывают второй слой ткани. Затем клей наносят на противоположную грань и ткань второго слоя приклеивают к ней.
137
Таким же образом приклеивают ткань второго слоя к другим двум граням. Излишки материала вырезают так, чтобы стыки второго слоя были в стороне от шва первого слоя на 20—25 мм. Стыки второго слоя не сшивают, а плотно стягивают в стык, все непромазанные участки пропитывают клеем. Внизу материал подгибают и затягивают гвоздями; гвозди первого слоя материала удаляют.
Кожух склеивают из 4—6 слоев материала, наложенных друг на друга и склеенных вышеуказанным способом.
После полного высыхания (8—10 суток) заготовки (не снимая ее с модели) ее шпаклюют смесью горячего столярного клея с мелом или с тальком. Можно применять шпаклевку для деревянных изделий, которая есть в продаже. Слой шпаклевки должен быть не толще 0.2—0,3 мм, т. е. чтобы только закрыть все неровности и «рисунок» материала.
Полное высыхание наступает через 20—25 суток, после чего гарантируется отсутствие коробления. Высохший кожух зашкуривают, обрезают по нижнему обрезу и снимают с модели. Снимать кожух нужно осторожно, применяя как рычаг широкую стамеску. Хорошо перед снятием кожуха оторвать его от модели, пропуская между кожухом и моделью металлическую измерительную линейку.
Снятый с модели кожух грунтуют и окрашивают с обеих сторон (внешней и внутренней). Для окраски желательно применять нитролаки или нитрокраски с соответствующими им грунтами; нитрокрасители быстро сохнут и не дают детали коробиться. Окрашенный кожух полируют до зеркального блеска.
Маску трубки вставляют в кожух, а излишки маски осторожно отпиливают лобзиком и зачищают шкуркой.
Наличник на лицевую часть кожуха изготовляют из папье-маше (или другой «пластмассы», описанной выше) следующим образом.
Делают рамку (рис. 24, а) и на нее сверху накладывают свернутую рулончиком марлю, пропитанную клеем. Затем на рамку по всей ее длине накладывают папье-маше и разравнивают его инструментом, показанным на рис. 24,6, формуя контур будущего наличника. Инструмент при разраанивании двигается вдоль
138
рамки медленно, а сверху вниз — очень быстро, уплотняя материал рамки.
После высыхания наличник зашкуривается, грунтуется и окрашивается. Можно получить хорошее сочета-
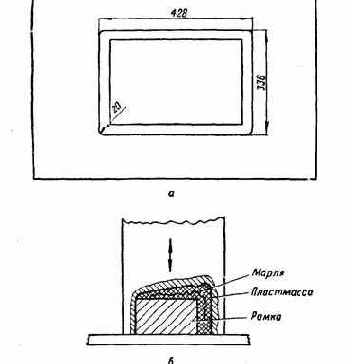
Рис. 24. Изготовление наличника:
а — рамка; б — инструмент для формирования наличника
ние цветов, если кожух окрашивать в темный цвет (например, в темно-вишневый), а наличник в кремовый (или под слоновую кость).
Красивый наличник можно также изготовить из полосок латуни, протягивая их через специально изготовленные фильеры. Сделать такие фасонные наличники
139
(да и другие подобные декоративные элементы) можно
в домашних условиях.
Материалом для наличника могут служить, кроме
листовой латуни, и другие мягкие металлы толщиной
0,15—0,25 мм. Правда, латунь выгодна тем, что не тре-~~——————— бует больших затрат на
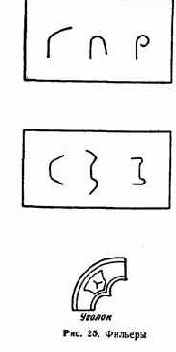 |
дальнейшую обработку: ее можно отполировать и за-пассивировать, произвести электрохимическое окрашивание или просто отполировать и покрыть лаком. Другие же металлы (например, алюминий) требуют для своей обработки проведения сложных процессов (аноди-рование алюминия и т. п.), только после чего они приобретают декоративный вид.
Инструментом для изготовления металлического фасонного наличника служат тиски, плоскогубцы и специально изготовленные фильеры.
Фильеры (рис. 25) делают из листовой стали толщиной 2—2,5 мм, в которой лобзиком делают соответствующие пропилы. Полоска металла, ширина которой соответствует периметру
прорези фильера, протаскивается плоскогубцами через
каждое из трех отверстий фильера, зажатого в тисках. Предварительно каждый раз перед протаскиванием через очередной пропил фильера конец полоски изгибается так, чтобы он входил в пропил фильер.а. Затем продетый конец полоски захватывается плоскогубцами и вся полоска металла протягивается через прорезь фильера, приобретая при этом профиль прорези фильера.
В данном случае рамку можно сделать из четырех отрезков фасонных полосок или из одной общей. И в
140
том и в другом случае на углах кожуха будут разрезы, которые необходимо прикрыть фасонными уголками (см. рис. 25). Уголки изготовляются вручную на выточенной заранее буковой заготовке, но лучше изготовить их методом листовой штамповки.
Все детали рамки соединяют пайкой и покрывают одним из покрытий, о которых было сказано выше.
Рамка (из папье-маше или из металла) крепится к кожуху и к маске винтами.
Корпуса (коробки) из самодельных пластмасс
Изготовление корпусов (коробок) к приборам, карманным и переносным приемникам из «тканевых пластмасс» аналогично изготовлению кожуха к электроннолучевой трубке.
Для формы используют древесину мягких пород. Конфигурация формы должна точно соответствовать будущему корпусу (коробке). Корпус будущего устройства делают из двух идентичных половинок, поэтому они обе делаются на одной форме. Вследствие этого к форме предъявляются повышенные требования: углы формы должны быть выполнены по угольнику, скругле-ния и завалы должны быть везде одинаковыми.
При небольших размерах корпуса (например, карманного приемника) лучше применять только трикотажную ткань (старые майки, рубашки-и т. п.); при этом следует так затянуть каждый слой ткани, чтобы не осталось швов, это улучшает механическую прочность корпуса и снижает трудоемкость при дальнейшей его обработке.
Проклеивать ткань можно столярным клеем, но для быстроты при изготовлении корпусов миниатюрных приемников лучше пользоваться сгущенным нитролаком (нитроклеем). На окрашенную и покрытую парафином форму натягивается первый слой трикотажной ткани и пропитывается клеем. После высыхания на первый слой ткани натягивается второй слой и густо смазывается клеем так, чтобы клей пропитал второй слой ткани и прошел до первого. Процесс повторяется до тех пор, пока таким образом не будет наклеено 5—8 слоев. Верхний слой ткани сушится, тщательно шпаклюется, грунтуется и окрашивается.
Готовая половинка корпуса обрезается (прямо на
141
форме) ножом, и форма извлекается. Вторая половинка корпуса изготовляется аналогично.
В одной половине корпуса наклеивают буртики (рис. 26), которыми обе половинки соединяются друг с
Рис. 26. Буртики, скрепляющие половинки коробки
другом на винтах. Буртики изготовляют из подходящей пластмассы. При изготовлении корпуса при помощи ни-троклея буртики лучше делать из целлулоида, приклеивая их к корпусу тем же нитроклеем.
Коробки из целлулоида
Очень красивые коробки для карманных радиоприемников можно сделать из декоративного целлулоида толщиной 1—1,5 мм. Процесс изготовления таких коробок предельно прост, не требует почти никакого инструмента. Коробки красивы и достаточно прочны. На рис. 27 показано несколько таких коробок.
Рис. 27. Коробки карманных приемников, изготовленные из целлулоида
142
Процесс начинается с изготовления заготовок (рис. 28). Заготовка 1 берется из любого целлулоида толщиной 0,3—1 мм (можно из прозрачного), она является опорной и находится внутри коробки. Заготовку 2 желательно сделать из белого (или светлого) цел-
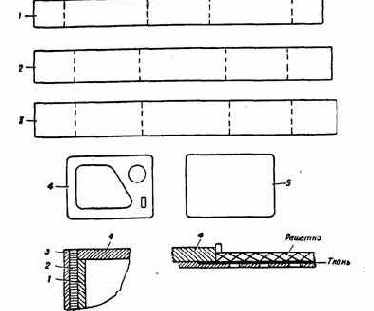
Рис. 28. Заготовки для изготовления коробки:
/—первая заготовка; 2—вторая заготовка; 3 — третья заготовка;
4. б — крышки
лулоида толщиной 0,8—1,2 лш; она создает своеобразный красивый буртик. Заготовка 3 должна быть выполнена из целлулоида однотонного с обеими крышками {4 и 5);
толщина заготовки 3 должна быть по возможности минимальной—0,2—0,5 мм. Крышки 4 и 5 делаются из целлулоида толщиной 1—1,5 мм.
Заготовка / размечается, как показано на рис. 28, и изгибается по этой разметке на кожухе горячего элек-
143
трического паяльника (умеренно нагретого), для чего заготовку кладут размеченной чертой на кожух паяльника, разогревают в этом месте и изгибают под прямым углом. Для того чтобы углы заготовки получились более точными, изогнутую заготовку (еще горячую) необходимо ставить ребром на ровную поверхность, подправляя перекосы.
После изгибания заготовки / излишки заготовки на стыке срезают и на нее наклеивают заготовку 2 так, чтобы она по ширине выходила на обе стороны заготовки / на равные участки. Склеивание лучше производить ацетоном (или другим растворителем), а не нитро-клеем, так как ацетон лучше затекает и прочно склеивает обе заготовки. Склеивание необходимо начинать с плоскости заготовки 1 там, где у нее шов, и так, чтобы шов заготовки 2 был на противоположной (меньшей) боковой стороне. Изгибание заготовки 2 производится так же, как и заготовки /, но не по разметке, а в нужных местах. Целлулоид в этом случае разогревают на большем участке, тогда изгиб получается более точным. Шов заготовки 2 должен быть выполнен в стык и очень тщательно.
Сверху на заготовку 2 наклеивают заготовку 3;
здесь также необходимо особо тщательно выполнить шов (он должен находиться на меньшей боковой стороне), так как это лицевая часть коробки.
Крышки 4 и 5 точно и без зазоров подгоняют так, чтобы они легли в углубления, как показано на рис. 28. Одна крышка с вставленной в нее декоративной решеткой вклеивается ацетоном по месту. Вклеивать ее лучше, промазывая шов изнутри, при этом крышку необходимо плотно прижимать. На второй крышке приклеивают четыре прилива из целлулоида, а в боковинках делают отверстия под винты, которые при закрытой крышке входят в отверстия (с резьбой) приливов.
После того как обе крышки поставлены на места, излишек материала заготовок 2 и 3, выступающий выше плоскости крышек, срезается острым ножом. Край выравнивается напильником, зашкуривается мелкой шкуркой и полируется.
Декоративная решетка (на рис. 27 показаны конструкции коробок, где используется декоративная ре-
144
шетка от телевизора) вставляется так, как это показано на рис. 28.
Несколько слов о подборе цвета целлулоида для коробки. Хорошее сочетание цветов получается, если крышки коробки сделаны из зеленого или коричневого цвета декоративного целлулоида, а заготовка 3 из белого целлулоида. Можно комбинировать цвета крышек и боковинки (заготовки 3), подбирая их так, чтобы не нарушалась гармония цветов.
Коробки из фанеры
Коробки из фанеры для карманных приемников имеют весьма важное положительное свойство—высокие акустические данные.
Материалом для изготовления служат березовая фанера толщиной 1—2 мм и рейки (из сосны или лучше из бука) сечением 4Х4 мм.
Боковые стенки (рис. 29) изготовляются из фанеры толщиной 2 мм; крышки—из фанеры толщиной 1 мм (это для небольших коробок карманных радиоприемников; для более крупных коробок толщина фанеры и сечение реек должны быть соответственно больше).
Склеивать элементы коробки лучше костяным (или мездровым) столярным или казеиновым клеем.
Склеивать необходимо так, чтобы фанера везде была склеена в стык. Угловой узел показан на рис. 29,6.
Хороший результат дает склеивание подетально,для этого необходимо подготовить все элементы коробки так, чтобы все рейки были приклеены на боковые стенки и крышку. Склеивание при этом можно производить, выдерживая детали под прессом. Необходимо следить за тем, чтобы во время запрессовки не происходило никаких смещений реек относительно разметки, в противном случае при общем склеивании детали могут не совпасть.
При общем склеивании проклеенные в соответствующих местах элементы собирают в одно целое и плотно стягивают шпагатом. После полного высыхания все углы и грани коробки опиливаются напильником и зашку-риваются. Затем коробка грунтуется и окрашивается.
Примечание. Для улучшения акустических данных коробку следует грунтовать несколько раз (2—3 раза) канифолью, разведенной в спирте, с каждым разом увеличивая вязкость грунтовки.
10 Л. А. Ерлыкин 145
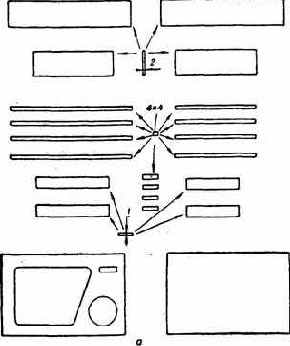

Рис. 29. Заготовки для изготовления коробки из фанеры:
а — заготовки; б — угловой узел
Высушенная после окраски коробка разрезается на две половинки, предполагаемый разрез перед этим размечается карандашом, углы распиливаются лобзиком, а боковинки разрезаются по разметке острым ножом.
146
Срезы коробки подгоняются на широком листе наждачной бумаги, приклеенной на ровную поверхность. Изнутри коробки (к боковым стенкам) приклеиваются четыре буртика, которые не позволяют одной половинке коробки смещаться относительно другой.
Декоративная решетка для динамика крепится, как и в предыдущем случае.
Общий вид такой коробки показан на рис. 30.
Рис. 30. Общий вид коробки из фанеры
Детали из зубопротезных пластмасс
В последнее время в радиолюбительской практике (да и в промышленности) для изготовления многих декоративных и конструкционных деталей пользуются зубопротезными пластмассами.
Основными типами зубопротезных пластмасс являются акрилаты и пластмасса, называемая стирокрил.
Из акрилатов чаще всего применяется пластмасса АКР-7 (базовая), которая идет на изготовление ручек, элементов внешнего оформления, клавишей переключателей и многого другого. Эта пластмасса относительно недорога, имеет несколько цветов (от белого до темно-розового), легко склеивается дихлорэтаном.
Стирокрил — пластмасса более дорогая, но зато она обладает многими преимуществами перед акрилатами. Стирокрил очень устойчив к истиранию (не уступает капрону) и имеет высокую адгезию (прилипание к дру-
ю* 147
гим материалам). Из него получаются хорошие подшипники скольжения для небольших механических устройств (моторы, редукторы и т. п.), которые не требуют смазки, работая долго без заметного износа.
Электрические данные у этих материалов (без наполнителя) такие же, как и у органического стекла, однако у стирокрила они немного выше. Из этих материалов можно делать каркасы катушек, работающих при низких частотах.
Детали из АКР-7. Детали из пластмассы АКР-7 (базовой) изготавливаются методом литья в формы с последующей термической обработкой.
Сначала изготавливается модель будущей детали или берется готовая деталь, с которой нужно воспроизвести дубликаты. По модели изготавливается гипсовая форма. Гипс предварительно просеивают, размешивают в холодной воде до образования сметанообразной массы. Подготовленную коробку наполовину заливают гипсом. В жидкий гипс вдавливают наполовину модель (предварительно смазав ее густым мыльным раствором) так, чтобы потом ее можно было легко извлечь, не разрушив 4н>рмы.
После застывания первой половины формы в ней по краям (не задевая контура отливки) высверливают два — три неглубоких отверстия, которые будут направляющими при будущей формовке.
Затем замешивают вторую порцию гипса и заливают в коробку; предварительно первую половину формы смазывают густым мыльным раствором и сушат. Окончательно высохшую форму осторожно разъединяют и из нее извлекают модель. Образовавшуюся полость каждый раз перед изготовлением детали смазывают густым мыльным раствором и сушат.
После этого приступают к приготовлению пластмассы. В стеклянную или фарфоровую посуду засыпают нужное количество порошка и затем подливают столько мг.номера (жидкость, которая имеется в комплекте пластмассы и которой разводится порошок пластмассы), чтобы образовалась кашица консистенции сметаны. Полученную кашицу заливают в первую и вторую половины формы и обе половины формы складывают. Необходимо^ чтобы углубления первой половины формы совпали с выступами второй половины.
148
Форму плотно стягивают струбциной или заматывают тонким проводом и помещают в посуду с холодной водой. Температуру воды медленно повышают до кипения и кипятят в течение часа. Форму извлекают
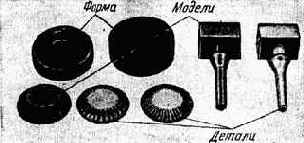
Рис. 31. Модели, форма и изготовленные из пластмассы детали
из воды, охлаждают, после чего вскрывают и из нее вынимают готовую деталь. Если требуется, деталь дополнительно обрабатывается.
Па рис. 31 показаны модели, форма и изготовленные из пластмассы детали. На рис. 32 дан чертеж кнопочного переключателя, где использованы показанные на рис. 31 кнопки из пластмассы.
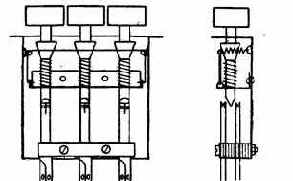
|
149 |
Рис. 32. Кнопочный переключатель
Надо отметить, что форма из гипса очень хрупка, поэтому желательно в гипс добавлять распущенный асбест. Изготовленная по такому рецепту форма более долговечна.
При желании пластмассу ЛКР-7 можно окрасить анилиновыми красками в нужный цвет. Хорошие цвета получаются при легком окрашивании, т. е. полутоновом окрашивании. Анилиновая краска разводится в мономере и затем окрашенным мономером заливается порошок. При окрашивании пластмассы необходимо брать ЛКР-7, цвет № 4 (белый), в противном случае пластмасса окрасится в грязноватые тона (так как цвета № 1, 2 и 3—розовые).
При изготовлении большого числа деталей одинаковой конфигурации необходимо применять металлическую форму. Модель изготавливается в этом случае из алюминия или дюралюминия.
Первую половину такой формы отливают из свинца, гарта или олова (гарт—типографский сплав). Вторая половина формы изготавливается из свинца с добавлением 50% легкоплавкого зубопротезного сплава или любого легкоплавкого припоя, указанного ранее в табл. 13.
Если необходимо сделать дубликаты какой-либо пластмассовой детали, то сначала по оригиналу изготавливается гипсовая форма и отливается свинцовый дубликат детали. По полученному дубликату детали изготавливается форма, первая половина которой отливается из 50% свинца и 50% легкоплавкого припоя (зубопротезного легкоплавкого сплава), вторая половина — из одного легкоплавкого припоя.
Процесс отливки деталей из АКР-7 в металлическую форму ничем не отличается от отливки в гипсовую форму.
Детали из стирокрила. Процесс изготовления деталей из стирокрила аналогичен изготовлению деталей из пластмассы АКР-7. Так как стирокрил отличается повышенной адгезией, необходимо особенно тщательно обрабатывать форму внутри расплавленным парафином или силиконовым маслом.
Термическая обработка требует немного большей температуры разогрева (120° С), но эту трудность можно устранить, если нагревать деталь в кипящей воде
150
не 1 час, а 1,5—2 час или кипятить ее в каком-нибудь растворе с температурой кипения около 120° С.
Как уже было отмечено, стирокрил стоек к истиранию. Из него можно изготовлять всевозможные детали и, что самое важное, им можно восстанавливать сильно
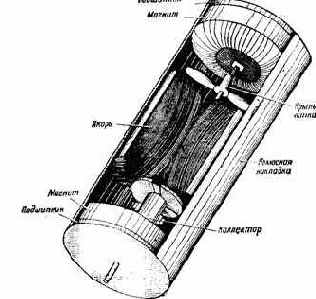
Рис. 33. Электромоторчик
изношенные металлические детали, если изготовить новые по каким-либо причинам невозможно.
Рассмотрим процесс изготовления подшипников скольжения миниатюрного электромоторчика (рис.33). Моторчик постоянного тока мощностью около 0,5 вт имеет около 2800 об/лшн. Все детали, кроме магнитов,—самодельные. Два магнита взяты от электроннолучевой трубки (центрирующие луч); форма магнитов круглая, материал — феррит.
Якорь мотора наборный, трехлопастный. Пластины
151
якоря изготовлены листовой штамповкой из трансформаторной стали (толщина листов 0,2 мм} и склеены клеем БФ-2. Коллектор изготовлен из фольги, его цилиндрические отрезки приклеены к изоляционному (кар-болитовому) цилиндрику, сидящему на оси вместе с якорем. На эту же ось надета небольшая крыльчатка, сделанная из целлулоида (она служит для охлаждения
якоря). Полюсная на-Итдерстие па9ем кладка представляет / собой три отрезка жести, склеенные клеем БФ-2. При помощи приспособления для листовой штамповки им придана цилиндрическая форма (внутренний радиус ее равен радиусу магнита). Таких полюсных накладок две. Ось мотора стальная.
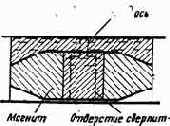 |
|
ся а отливке Рис. 34. Изготовление подшипника из стирокрила |
Подшипники изготовляются из стирокрила следующим образом. Магнит обвертывается 2—3 слоями фольги, так чтобы образовалось углубление с одной его стороны. С другой стороны магнита приклеивается кусочек фольги так, чтобы было закрыто четырехугольное отверстие, идущее сквозь магнит (рис. 34). Полость изнутри смазывают мыльным раствором и сушат.
Полость заполняют подготовленным стирокри-лом, закрывают крышечкой и оставляют для предварительной полимеризации на двое суток (все устройство стоит вертикально: магнит—внизу, стирокрил— сверху).
После процесса предварительной полимеризации деталь (подшипник) отделяется от магнита и фольги и помещается в сосуд с водой. Вода в сосуде постепенно нагревается до кипения, и деталь кипятится в течение часа. Полностью заполимеризованная деталь обрабатывается: в ней сверлится отверстие так, как это показано пунктиром на рис. 34.
При изготовлении деталей из акрилатов и стирокрила часто бывает необходимо обеспечить приотливке различные технологические соединения.
152
Если нужно иметь в той или другой детали отвер-•стие с резьбой (или без резьбы), следует на место этого отверстия в форме вставить ось с резьбой (или без резьбы), диаметр которой должен совпадать с диаметром нужного отверстия в детали. Перед заливкой формы пластмассой участок оси, который будет находиться в детали, смазывается тонким слоем вазелина с примесью зубного порошка. Такая ось после изготовления пластмассовой детали легко вывертывается или удаляется из детали и на ее месте получается нужное отверстие.
Если же необходимо осуществить жесткое соединение какой-либо металлической детали с пластмассой (клавиша переключателя—с металлическим рычагом или ось—с ручкой и т. д.), следует очищенную и обезжиренную металлическую деталь поставить в форму по месту и ее конец, залитый пластмассой, протереть моно-мером. После заливки пластмассы в форму и термической ее обработки металлическая деталь будет надежно запрессована в пластмассе.
При необходимости получить более прочное соединение участок металлической детали, который спрессовывается пластмассой, надсекают в нескольких местах или делают на нем несколько пропилов трехгранным напильником. Таким образом крепят клавиши крупных конструкций и ручки с осями, к которым прикладываются значительные усилия.
§ 25. ДЕТАЛИ И КОНСТРУКЦИИ К КАРМАННЫМ ПРИЕМНИКАМ
В данном разделе рассматриваются конструкции и технологические процессы изготовления основных узлов миниатюрной аппаратуры. В начале раздела следует сказать о ферритовых (магнитных) антеннах, так как часто из-за неправильного изготовления такие антенны получаются с сильно заниженными параметрами.
Ферритовые (магнитные) антенны
Применение магнитной антенны позволило уменьшить размеры миниатюрной аппаратуры. Однако, как будет сказано ниже, качество магнитной антенны намного ниже штыревой (небольших габаритов). Поэтому
153
при изготовлении магнитной антенны необходимо стремиться не снижать и без того ее низкие характеристики, так как чувствительность карманного приемника во многом зависит от качества антенны. Качество антенны в основном определяется действующей высотой антенны и ее добротностью.
На графиках, изображенных на рис. 35, показаны некоторые зависимости изменения качества магнитной антенны от геометрических размеров ее элементов. Изменение качества антенны в зависимости от длины фер-ритового стержня показано на рис. 35, а. На рис. 35, б дано изменение качества антенны от диаметра ферри-тового стержня (при намотке по всей длине стержня). И, наконец, на рис. 35, в изображена зависимость качества антенны от длины намотки катушки антенного контура, т. е. от распределения витков катушки по длине антенны.
Все графики снимались на частоте 600 кгц, магнитная проницаемость (^i) была одинаковой для всех трех случаев.
Ниже приводится табл. 32, в которой показана картина изменения качества антенны. Пользуясь данной таблицей, всегда можно изготовить магнитную антенну с оптимальными свойствами.
При изготовлении магнитной антенны необходимо принимать во внимание еще несколько обстоятельств. Если между обмоткой антенного контура и ферритовым стержнем имеется сильная связь, то это приводит к значительному уменьшению добротности антенны. Уменьшить эту связь можно, изменив расстояние между контурной катушкой и самой антенной. Экспериментально установлено, что значение добротности антенны быстро возрастает с увеличением расстояния между катушкой и антенной, но при достижении величины, равной примерно диаметру провода намотки, значение добротности сначала не изменяется, а затем (при увеличении этого расстояния) начинает уменьшаться.
Существенное значение имеет расположение катушки относительно катушки антенного контура. Если катушка антенного контура смещена относительно середины фер-ритового стержня, то катушка связи должна располагаться со стороны наиболее выступающего конца фер-ритового стержня. Если же катушка антенного контура
154
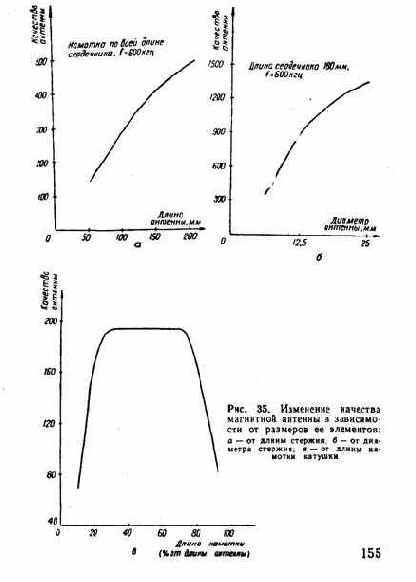
JU. -магнитная проницаемость сердечника а-расстояние между секциями обмотан
Рис. 36.
|
Таблица 32 |
 |
|
156 |
расположена посередине ферритового стержня и размеры ее относительно велики, то катушку связи нужно мотать сверху катушки антенного контура (посередине ее).
Металлические предметы и особенно магниты (динамик, блок конденсаторов, аккумуляторы и т. п.), расположенные рядом с магнитной антенной, в сильной степени влияют на качество антенны. Поэтому (по возможности) все массивные металлические предметы и особенно стальные детали и магниты необходимо размещать от магнитной антенны как можно дальше.
Антенна на два диапазона (средневолновый и длинноволновый) имеет две катушки антенного контура. При работе на одном из диапазонов катушку другого диапазона приходится закорачивать, что снижает качество магнитной антенны. Во избежание этого в карманном приемнике «Пионер» ЦС-1 при работе в диапазоне длинных волн две катушки антенного контура соединяются последовательно, а при работе на средних волнах— параллельно (при этом немного сокращаются диапазоны приемника).
В карманном приемнике «Нева» сделаны две антенны: одна для приема средних волн, другая—длинных волн.
Обработка и маркировка ферритовых деталей
Феррит обладает крепостью керамики и очень трудно обрабатывается даже самым высококачественным абразивным инструментом. Поэтому приходится прибегать к таким операциям, как раскалывание и термообработка.
Стержень ферритовой (магнитной) антенны можно расколоть следующим образом. В нужном месте по окружности делают надпил острым краем мелкозернистого абразивного камня. Затем по обе стороны от надпила стержень плотно обвертывают 4—5 слоями толстой бумаги и только после этого раскалывают его (изгибая руками непосредственно в месте надпила). Стержень легко раскалывается, расколотые края точно соответствуют надпилу.
Не обвернутый бумагой стержень может расколоться не только в месте надпила, но и в нескольких других местах.
157
Плоские ферритовые стержни раскалываются точно так же.
Примечание. Иногда радиолюбителю попадаются плоские и заостренные с обеих сторон ферритовые стержни. Такие стержни являются элементами высокочастотной техники (элементами волноводов) и совершенно непригодны для изготовления магнитных ан-теян из-за очень низкой магнитной проницаемости.
Обработка ферритовых колец (торов), идущих на изготовление высокочастотных трансформаторов и дросселей, заключается в основном в их раскалывании. Действительно, при небольших размерах кольца и при относительно большом числе витков, которые необходимо намотать на такое кольцо, очень трудно разместить эти витки с помощью специального челнока или иглы. Еще одним немаловажным обстоятельством является то, что разломанный (а затем склеенный после намотки) сердечник трансформатора или дросселя работает лучше, чем не подвергшийся такой операции. Это объясняется тем, что такие устройства работают обычно в схемах, где по их обмоткам протекают постоянные составляющие тока, которые при относительно большой величине могут перевести сердечник в режим насыщения. Зазор, образующийся в местах склейки сердечника, позволяет ему работать (при больших постоянных составляющих) без насыщения; нерасколотые сердечники при таких токах могли бы уже насыщаться *.
Раскалывать кольца можно и простыми бокорезами с острыми концами, но при этом получается очень много брака. Рассмотрим следующий способ, почти не дающий брака. По образующим кольца (там, где необходимо расколоть кольцо) с двух сторон проводят черту твердым карандашом (твердостью Т или 2Т). (Если кольцо очень крупное, то такие черточки нужно сделать и в радиальных направлениях.)
Напряжение порядка 90 в (с ЛАТР или трансформатора) через металлические заостренные щупы подводится в крайние точки каждой прочерченной линии. Образующаяся вольтова дуга выжигает нанесенный графит, нагревая в этих местах феррит до высокой температуры. (При наличии крупных ферритовых колец
• При этом уменьшаются высокочастотные потери в феррите и магнитная проницаемость.
158
вольтова дуга может не образовываться, тогда необходимо уменьшить участки выжигания графита.)
Местный нагрев феррита приводит к образованию на его поверхности сети микротрещин, в сильной степени ослабляющих крепость феррита в этих местах. Такой феррит легко и точно раскалывается даже при небольшом усилии.
Маркировка феррита. Тороидальные ферритовые сердечники маркируются' следующим .образом:
К4Х1, 6Х1,2—2000 НМ. Буква К обозначает феррит кольцевой (тороид); цифры 4Х1, 6Х1,2—размеры кольца (наружный диаметр, внутренний диаметр и толщину кольца); цифра 2000—магнитную проницаемость, а буквы НМ—материал феррита (никель-марганцевый). Если феррит высокочастотный, в марке ставятся буквы ВЧ.
В промышленности (в зависимости от магнитной проницаемости) кольца маркируются цветными метками:
— проницаемость 2000 — 2 белые полосы;
— проницаемость 1000—1 белая полоса;
— проницаемость 600 — 2 желтые полосы;
— проницаемость 500—1 желтая полоса;
— проницаемость 400—4 красные полосы;
— проницаемость 200 — 2 красные полосы.
Стержни для антенн маркируются с торца: проницаемость 600 — красная краска, проницаемость 1000— белая. Телескопическая антенна
Действующая высота штыревой (телескопической) антенны длиной около 1 м в несколько десятков раз выше действующей высоты самой лучшей магнитной антенны. Это говорит о том, что в любом случае (если пренебречь удобством применения магнитной антенны) применение штыревой антенны дает больший эффект при приеме; передачу, как известно, на магнитную антенну вести почти нельзя.
Ниже дано описание изготовления такой телескопической антенны для переносного приемника.
Вся сложность изготовления подобной антенны заключается в подборе материала. Для изготовления ан-
159
тенны необходимо иметь три отрезка латунных трубок с внешним диаметром 10, 7 и 4 мм и толщиной стенок 0,5 мм. Длина трубок выбирается исходя из ширины переносного приемника так, чтобы вся антенна убиралась в корпус приемника.
Кроме трубок, необходимо иметь еще отрезок бронзовой проволоки диаметром 2—2,5 мм, длиной немного больше трубки.
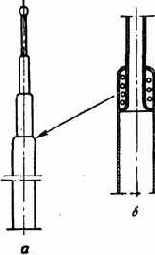 |
На рис. 37, о показана деталировка антенны.
Завальцовка трубки производится на специальной оправке — куске стального прутка подходящего диаметра. Такой пруток, закругленный на конце, вставляют в трубку, после чего ее завальцовывают молотком. После завальцовки в трубке по центру сверлится отверстие, диаметр которого должен соответствовать внешнему диаметру менее толстой трубки.
Развальцовку производят кернером и молотком. Края развальцованной трубки обрабатывают напильником так, чтобы трубка плотно вставлялась в более толстую трубку.
|
Рис. 37. Телескопическая антенна для малогабаритного приемника: о — деталировка; б — узел |
На рис. 37,6 показан узел антенны. Пружина, изображенная на рисунке, изготавливается из бронзы или фосфористой меди (диаметр проволоки 0,7—0,8.ид();она предохраняет узел от разбалтывания и улучшает электрический контакт между секциями антенны.
При наличии у радиолюбителя латунных трубок следующих диаметров 10, 8, 6 и 4 мм (толщина стенок у трубок 1 мм) и отрезка бронзовой проволоки диаметром 2 мм можно изготовить более компактную и длинную телескопическую антенну.
160
Деталировка, общий чертеж и основной узел такой антенны показаны на рис. 38. Основной узел крепления изготовлен довольно просто. На нижнем конце каждой трубки (а также и у проволоки — последнего колена антенны) сделаны кольцевые канавки, конфигура-
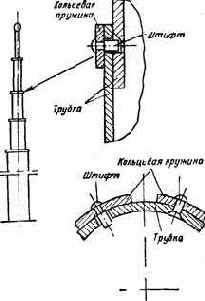
Рис. 38. Второй вариант телескопической антенны
ция которых видна на рисунке. На верхнем конце каждой трубки имеется запорное устройство, представляющее собой кольцевую пружину, которая одним концом приклепана к трубке, а на другом конце имеет жесткопосаженный штифт. Штифт приходит через отверстие трубки и на 0,5 мм входит внутрь трубки. При растяжении антенны штифт скользит по внутренней трубке, западает в канавку и надежно фиксирует развернутую антенну (такие устройства сделаны на каждой трубке).
11 Л. А. Ерлыкин 161
На конце последнего колена антенны жестко закрепляется шарик, за который захватывается антенна при
растяжении.
Изготовив все детали антенны, их необходимо тщательно зачистить снаружи и внутри, а затем отникелировать (процесс химического никелирования был описан выше).
Переключатель малогабаритный печатный
Малогабаритный печатный переключатель имеет две платы и работает на два положения и восемь направлений. Такой переключатель предназначается для мон-
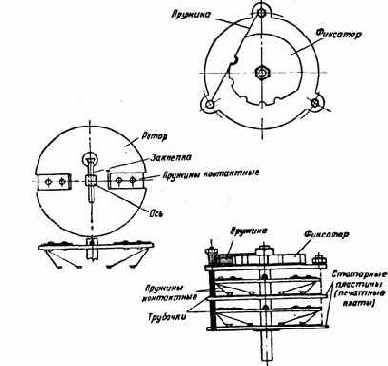
Рис. 39. Переключатель малогабаритный печатный
162
тирования коротковолнового конвертора в переносные приемники типа сАтмосфера».
Основу переключателя составляют две печатные посеребренные платы (рис. 17). Изготовление печатных плат и их серебрение были описаны выше. Сборка переключателя несложна, так как конструкция его (рис. 39) почти такая же, как и обычного га-летного переключателя.
 |
Особого внимания заслуживает изготовление пластин ротора переключателя. Скользящие контакты ротора выполнены из контактных пружин реле типа РСМ. Пружины крепятся к гетинаксовому ротору двумя заклепками и, кром.е того, западают в специальные прорези в самом роторе; все это надежно крепит их на роторе.
Закреплены пластины ротора на оси за счет того, что ось имеет квадратное сечение и на пластинах ротора отверстия разделаны также на квадрат. Каждая пластина ротора поджимается к печатной плате заклепкой, сидящей на оси ротора (шляпка заклепки западает в углубление, сделанное в самом роторе).
С одной стороны оси переключателя смонтирован фиксатор. На рис. 39 хорошо виден принцип работы такого фиксатора. При изготовлении переключателя на большее число положений изменяется лишь форма кулачка фиксатора.
|
Рис. 40. Инструмент для раз-вальцовки пистонов |
Вся конструкция переключателя скрепляется тремя винтами; между платами статора устанавливаются трубочки, фиксирующие расположение плат. Трубочки могут быть из любого материала (даже склеенные из бумаги), но не из карболитов и других материалов на основе резины, так как имеющаяся в них сера пагубнЬ влияет на серебряное покрытие статорных плат.
. Контактные выводы плат статора сделаны при помощи пистонов, которые после их постановки пропаивались в местах соединения с фольгой платы. Если таких пистонов нет, их легко можно изготовить из медной или латунной трубочки подходящего диаметра. Раз-11* 163
вальцовка их производится двумя кернерами или инструментом, показанным на рис. 40.
Ручка на переключатель изготовляется по желанию радиолюбителя соответственно общей компоновке всей конструкции.
Переключатели из пластин реле
Более простые переключатели (для приемников прямого усиления) изображены на рис. 41 и 42.
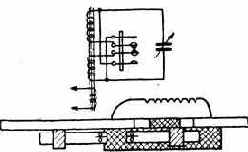
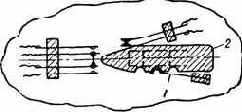
Рис. 41. Переключатель для приемника <Москва»
Первый переключатель был специально разработан для карманного приемника «Москва» («Радио», 1959, № 11). Второй переключатель—для карманного приемника с фиксированной настройкой на четыре радиостанции. В обоих переключателях используются контактные пластины реле типа РСМ.
Первый переключатель (рис. 41) имеет три фиксированных положения: «Выключено», «Длинные волны»
164
я «Средние волны». Фиксация производится специальной пружиной /, которая западает своим закругленным концом в выемки, сделанные в подвижной пластине переключателя 2.
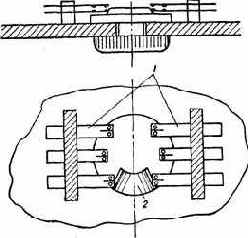
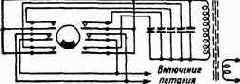
Рис. 42. Переключатель на четыре фиксированные станции:
; — контактные пластины; 2 — выступающий сектор ротора
В зависимости от материала коробки приемника вы-•бирается материал изолирующих пластин переключателя (чтобы легче было приклеивать переключатель к коробке). Для изготовления контактной системы необходимо иметь пять кусочков оргстекла или целлулоида. Эти кусочки материала опускаются в раствори-
165
тель (оргстекло d дихлорэтан — на 30 мин; целлулоид в ацетон—на 15 мин}. Затем они укладываются один на другой, между ними ровно прокладываются четыре контактные пластины и вся система затягивается в тисках или струбцине, где она и высыхает. После высыхания пластины регулируются и система приклеивается по месту в коробку.
Двухконтактный выключатель питания делается и устанавливается так же, как показано на рис. 41.
Второй переключатель (рис. 42) имеет две системы контактных пластин /, изготовленных таким же методом, как и в первом случае. В каждой системе имеются три пары пластин, схема их соединения приведена на рис. 42.
Ротор переключателя 2 изготовляется из целлулоида, в качестве ручки используется кнопка от гармони (баяна), на которой делается небольшая насечка. Ротор представляет собой диск, на который наклеен сектор; при повороте ротора сектор замыкает две пары пластин. В любом из четырех случаев сектор замыкает средние (питание) и крайние пластины (фиксированная настройка на одну из станций).
Фиксации переключатель не имеет, поэтому на корпусе имеется шесть отметок, а на ручке одна. Две отметки на корпусе показывают положение «Выключено» (они закрашены зеленой краской, другие—разноцветными красками).
Сдвоенный блок переменных конденсаторов
При изготовлении супергетеродинного карманного приемника или приемника прямого усиления с двумя настраиваемыми контурами необходим малогабаритный сдвоенный (а иногда и строенный) блок переменных конденсаторов.
Переменные конденсаторы пластинчатого типа с воздушным и твердым диэлектриком сложны и трудоемки в изготовлении. Ниже приводится конструкция сдвоенного блока переменных конденсаторов, несложная в изготовлении и надежная в работе. Размеры этого блока конденсаторов вписываются в любой карманный приемник, а верньерное устройство позволяет удобно производить настройку приемника на нужную станцию.
166
Основой блока служат два постоянных конденсатора типа КГК на 560 пф. Оба конденсатора разбирают, для чего паяльником удаляют две внешние крышки. Конденсатор вынимают из фарфорового кожуха и удаляют контактный колпачок с проводом со стороны, не закрашенной красной краской. Краску смывают ацетоном. Со стороны, с которой был снят контактный колпачок, снимается весь оставшийся там припой. Отверстие, образованное в трубочке, замазывают кислотоупорным лаком (например, асфальтобитумным). Затем трубочку опускают вертикально (замазанным концом вниз) в 80—85% раствор азотной кислоты и держат там до полного растворения верхнего слоя серебра.
Примечание. Уровень кислоты должен быть на 1—2 мм выше уровня внешнего слоя серебра.
При отсутствии азотной кислоты серебро внешнего слоя можно удалить мелкой наждачной шкуркой.
На этом заканчивается подготовка роторных пластин конденсатора. Необходимо заметить, что некоторые конденсаторы бывают искривлены в продольном направлении; такие конденсаторы применять нельзя. При отсутствии конденсаторов типа КГК можно применять конденсаторы типа КТК емкостью не менее 400 пф.
Статорные пластины конденсатора изготавливают из медной фольги толщиной 0,05 мм. Заготовка из фольги должна быть на 4—5 мм длиннее фарфоровой части ротора; по ширине она должна быть на 0,2—0,3 мм меньше длины окружности, диаметр которой равен диаметру ротора. Заготовку (на ровной поверхности) закатывают вокруг ротора так, чтобы получилась трубочка. После этого на нее сверху (трубочка из фольги находится на роторе) натягивают хлорвиниловую трубочку подходящего диаметра.
Ввиду того что хлорвиниловая трубочка должна надеваться на статор с небольшим натягом, а это сделать (не повредив фольгу) очень трудно, делают так: трубочку из хлорвинила размягчают в дихлорэтане в течение 30 мин, после чего она легко натягивается на статор, а после полного высыхания восстанавливает все свои параметры и плотно обхватывает статор, прижимая его к ротору.
167
Подготавливаются остальные детали конструкции (в данном случае все они выполнены из оргстекла, можно их делать и из целлулоида). На рис. 43 даны общий чертеж конденсатора и его деталировка.
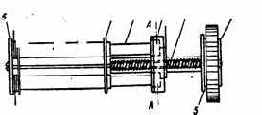 |
6 117384 9
/ / / LL^I g/
 |
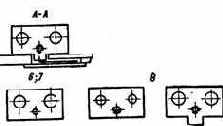 |
Рис. 43. Сдвоенный блок переменных конденсаторов:
I — хлорвиниловая трубочка; 3 — статор; 3 — ротор; 4 — червяк;
5. 6, 7 - стойки; S—подвижная деталь; 9—ручка
Сборка идет в следующем порядке. Статорные пластины 2 с хлорвиниловыми трубочками / вставляются в стойку 6 и на их концы напаиваются два — три витка медного провода, концы этих проводов будут служить контактами конденсатора. На статоры надевается стойка 7 (как показано на рисунке). Обе детали приклеиваются к коробке по месту. Стойка 5 приклеивается так, чтобы служить упором для статорных пластин, в ней же крепится червяк 4.
Роторные пластины (трубочки) 3 вклеиваются в двойную подвижную деталь 8, как показано на рисунке. В этой детали (8) имеется отверстие с резьбой под червяк и в ней же крепится стрелка шкалы. Червяк ввертывается в подвижную деталь 8, пропускается через стойки 6 и 7 и закрепляется в стойке 5. С другой стороны он пропускается через стойку 5, которая
168
приклеивается к коробке по месту. На четырехгранном конце червяка закрепляется ручка 9.
Поверхность роторных пластин смазывается касторовым . или конденсаторным маслом. Данная смазка держится, не загустевая длительное время, заполняет все воздушные промежутки между статором и ротором. Имея диэлектрическую проницаемость, примерно равную материалу изолятора ротора, смазка увеличивает емкость конденсатора. Зазор, имеющийся в фольге статора, дает возможность перераспределяться смазке при движении деталей и не вытекать из конденсатора.
Червяк можно сделать, нарезав резьбу на отрезке латунной или стальной проволоки. Такой червяк, имея небольшой шаг, делает верньерное устройство малооперативным. Поэтому такой винт необходимо изготовить самому. На отрезок луженой стальной проволоки диаметром 1 мм наматываются две проволоки: луженая медная проволока диаметром 0,35—0,5 мм и эмалированная проволока того же диаметра. Проволоки наматываются парой (одна к одной) со строго определенным шагом намотки. Затем горячим паяльником прогревается вся намотка и после остывания удаляется эмалированная проволока. Получается червяк с нужным шагом.
Резьбу в детали 8 можно сделать так. По месту сверлится отверстие 1,1—1,2 мм, в которое вставляется часть червяка, не имеющая резьбы. Слегка разогревая паяльником червяк, ввертываем его в деталь 8. Орг-стекло, размягчаясь, даёт возможность получить резьбу, соответствующую червяку.
На рис. 44 показан односекционный переменный кон-
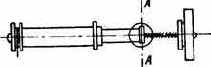 |
 |
|
169 |
Рис. 44. Односекционный переменный конденсатор
денсатор для миниатюрного карманного приемника. Он создан на базе конденсатора КТК емкостью 270 пф. Вся деталировка этого конденсатора почти такая же, как и предыдущего. Небольшое отличие имеется лишь в подвижной детали, которая здесь вклеена клеем БФ внутрь ротора, вследствие чего и червяк проходит в этом случае внутри ротора.
Размеры конструкции получаются настолько малыми, что данный конденсатор можно помещать в карманные приемники, по размеру немного превышающие спичечную коробку.
Верньерные устройства
Верньерные устройства особенно необходимы в. приемниках, имеющих KB и УКВ диапазоны, где без вернь-ерных устройств произвести точную настройку на нужную станцию трудно.
Рис. 45. Общий вид приемника с верньерным устройством
Ниже приведено описание верньерного устройства со шкалой для карманного супергетеродинного приемника, в котором применен сдвоенный блок конденсаторов еТесла». Общий вид шкалы приемника и ручки настройки показан на рис. 45; деталировка и сборочный чертеж — на рис. 46.
Все детали крепятся на чашку /, внутрь которой вклеивается шкала. Чашка делается из латуни толщи-
170
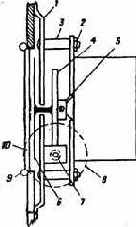 |
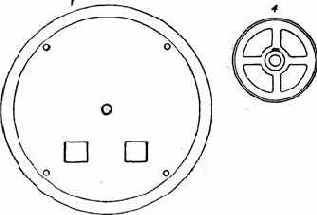 |
Рис. 46. Верньерное устройство:
;—чашка; 2 — винт; 3 — упорная втулка; ^—шестерня; 5—втулка со стопорным винтом; (—стрелка; 7 — бесконечный винт; в—ручка;
9 — наличник; 10 — защитное стекло
ной 0,6—0,8 мм и крепится к корпусу приемника клеем БФ-4 (БФ-2). Конденсатор крепится к чашке пластиной из оргстекла (1,5 мм), приклеенной к конденсатору дихлорэтаном, и четырьмя винтами 2 с упорными
171
втулками 3. Основная шестерня 4 изготавливается из зубчатого колеса будильника (или заводной игрушки) подходящего диаметра. На зубчатое колесо припаивается втулка 5 со стопорным винтом, крепящая зубчатое колесо на оси конденсатора. К торцу оси припаивается двухцветная стрелка 6.
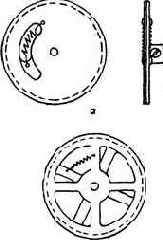 |
После сборки основных деталей на чашку в специально сделанные приливы с отверстиями вставляется червяк 7. (Изготовление такого винта было описано выше.) Шаг червяка должен соответствовать зубцам шестеренки. Ручка настройки 8 изготовляется из белого орг-стекла и крепится на квадратном запиле оси червяка.
Наличник 9 конденсатора представляет собой латунную пассивирован-ную окантовку, изготовленную при помощи фильера. Такая окантовка изгибается по отверстию.
|
Рис. 47. Безлюфтовые шестерни: а — самодельная; б — изготовленная из часовых колес |
Чтобы она не деформировалась, в нее необходимо вставить медную проволоку подходящего диаметра. После изгибания проволока удаляется, шов подгоняется в стык и пропаивается изнутри.
Защитное стекло 10 изготавливается из оргстекла толщиной 0,8—1 мм; чтобы не было видно оси конденсатора, в центре стекла (изнутри) приклеен кружок из латунной фольги. Стекло вставляется изнутри коробки и проклеивается клеем БФ. После установки всего наличника приклеивается чашка со всеми деталями.
При изготовлении верньерного устройства к ВЧ измерительной аппаратуре и т. п. необходимо иметь без-люфтовое верньерное устройство.
172
В параграфе еЛистовая штамповка» приводился пример матрицы и пуансона для изготовления зубчатых шестерен. При помощи такой штамповки из листовой латуни (0,6—0,8 мм} изготавливаются две одинаковые шестерни, показанные на рис. 47, а. На первую шестерню напаивается втулка со стопорным винтом. Вторая шестерня свободно вращается на втулке и прижимается к первой шестерне шляпкой стопорного винта. В обеих шестернях сделаны отверстия, в которых помещается пружина, стягивающая обе шестерни. При установке червяка шестерни смещаются относительно друг друга (пружина растягивается) и червяк ставится по месту. Вследствие сжатия пружины зубья шестерен будут без всякого люфта зацепляться с червяком.
• На рис. 47, б показана безлюфтовая система шестерен, изготовленная из двух однотипных шестерен от будильника (заводной игрушки).
Контактные колодки для полупроводниковых приборов
При создании прибора для измерения параметров полупроводниковых триодов и диодов требуется надежная и удобная колодочка для подключения их к схеме прибора.
Другой случай применения таких колодочек—изготовление стенда для подбора элементов приемника (передатчика) на полупроводниках. Действительно, представьте себе стенд, где имеются все детали будущего приемника (причем все детали, которые необходимо подбирать, переменные с градуировкой) и подключение триодов, диодов и емкостей производится при помощи колодочек. Такой стенд в сильной степени облегчает и ускоряет конструирование малогабаритной аппаратуры, предупреждает выход деталей из строя от перегрева (при перепайках).
Изготовление контактных колодок производится на основе контактов от негодных прямоугольных разъемов типа РП14 (ножевого вида), можно применять контакты от штепсельных разъемов типа РП2—РП5 или изготавливать подобные контакты самому.
Разъемы разбираются, для чего удаляются два развальцованных пистона и из разъема извлекаются контакты. Из середины контактов извлекаются стальные
173
(скобообразные) пружинки, после чего контакт готов к применению.
Конструкция колодки и деталировка приведены на рис. 48. Контактные пружины / размещаются в гнездах, высверленных в теле колодки 2, и закрепляются планкой 3 со специальными прорезями.
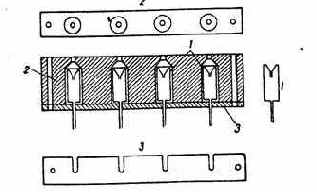
Рис. 48. Контактная колодка для полупроводниковых приборов:
/—контактные пружины; 2— колодка; J — планка с прорезями
Колодка"" и планка изготавливаются из оргстекла (можно применять и другие пластмассы) и склеиваются друг с другом дихлорэтаном.
Ремонт полупроводниковых приборов
Основной вид механических повреждений полупроводниковых приборов — обламывание выводов.
Триоды серий П9—П11, П13—П16, П401—П407, П101—П103 в случае поломки у них среднего вывода (который приваривается непосредственно к корпусу триода) возможно ремонтировать.
Два остальных вывода у триодов этих серий идут через стеклянные бусинки-изоляторы, так что при обла-мывании их у самого основания эти триоды не ремонтируются. Если при обламывании остаются хотя бы небольшие концы выводов, их напаивают медной проволокой.
174
Если обломался средний вывод триода (база—у обычных триодов и коллектор—у диффузионных), то шабером или надфилем зачищают небольшой участок поверхности корпуса (с края «юбочки») триода. Затем это место залуживают и к корпусу триода припаивают новый вывод. Пайку и залуживание можно производить обычным припоем хорошо прогретым паяльником. При залуживании необходимо применять флюсы ЛТИ или флюс с солянокислым анилином (табл. 16). Это объясняется тем, что материал корпуса триода (сплав ковар) плохо залуживается канифольными флюсами.
Залуживание и пайку при помощи высокоактивных флюсов можно производить в минимально короткий срок, так что сам триод не успевает прогреться.
Примечание. Любой перегрев триода приводит к нарушению внутримонтажных паек, выполненных легкоплавкими припоями.
Ремонт диодов серии ДГЦ и триодов серий П1 и П2 также связан с пайкой выводов. В этом случае ремонт производится легкоплавкими припоями (табл. 13) с применением любого доступного флюса (в том числе и канифоли).
Если у любителя нет навыка в ремонте полупроводников или нет флюса, при помощи которого можно произвести «мгновенную» пайку, то пользуются следующим способом. Триод (диод) помещают в воду так, чтобы место пайки находилось выше уровня воды, и пайку производят обычным способом без всяких предосторожностей.
Проходные и антенные изоляторы
Миниатюрные проходные и антенные изоляторы можно изготовить из неисправных диодов серии ДГЦ и триодов серий П1 и П2.
Корпус диода (триода) распиливают по контурной линии (рис. 49), затем, сделав перпендикулярные надрезы, корпус разделывают «юбочкой», которую припаивают (или приклеивают) по месту.
Провод припаивают к выводам изолятора легкоплавкими припоями, так как при перегреве возможно растре-(живание стекла изолятора.
175
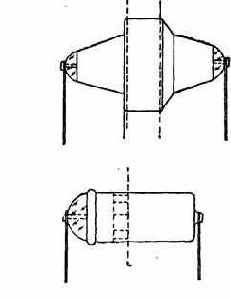
 |
 |
Рис. 49. Проходные и антенные изоляторы
Самодельный литцендрат
Небольшой кусок литцендрата (высокочастотный, многожильный провод) можно изготовить самому.
Провод диаметром 0,05—0,07 мм натягивают несколько (7, 9, 11, 15 и т. д.) раз между двумя гвоздями, вбитыми в стену на нужном расстоянии. Провод желательно брать марки ПЭВ. Один конец набрасывают на крючок, вставленный в дрель, которую вращают (не снимая второго конца проводов) до тех пор, пока из проводов не получится плотный канатик.
176
Изготовление самодельного громкоговорителя для карманного приемника
В журналах «Радио» и во многих брошюрах описываются конструкции самодельных динамиков и громкоговорителей для карманных приемников. Ниже приводится описание еще одного громкоговорителя, имеющего сравнительно неплохие характеристики.
J
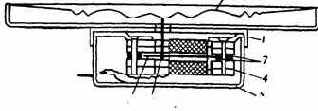 |
62 -
Рис. 50. Чертеж громкоговорителя:
/ — крышка; 2 — шток; 3 — диффузор; 4 — магнитная система;
S — корпус; S — якорь; 7 — медные шайбы
За основу его взят электромагнитный капсюль, не имеющий целевого назначения и продающийся как деталь слухового аппарата.
Чертеж громкоговорителя приведен на рис. 50, а общий вид— на рис. 51.
Капсюль подготавливается следующим образом. Снимается крышка / капсюля и скальпелем снимается ком-
|
177 |
Рис. 51. Общий вид громкоговорителя
(2 Л. А. Ерлыкин
паунд, крепящий шток к мембране. Мембрана уДаляет-ся. Магнитная система 4 извлекается из корпуса 5 так, чтобы не оборвать токопроводов (проводничков). Шток сдвигается в сторону иглой, чтобы освободить часть якоря 6, видимую сверху в прорезь магнитной системы. Этой же иглой посередине участка якоря, видимого в прорезь магнитной системы, делается риска.
Один из двух винтов (крепящий якорь) вывинчивается, и якорь извлекается из магнитной системы. Две медные шайбы 7, центрирующие якорь, также извлекаются.
Примечание. Полной разборки магнитной системы делать нельзя, так как при этом ее магнитные свойства частично теряются.
В якоре (на месте риски) посередине делается отверстие диаметром 0,3—0,4 мм. Новый шток 2 изготовляется из верхних слоев бамбука (толщина штока 0,35— 0,45 мм), что дает заметный выигрыш в частотной характеристике по сравнению со штоками, изготовленными из металлов или древесины других пород.
Шток подгоняется по отверстию так, чтобы с обратной стороны якоря он выходил на 0,2—0,3 мм.
Якорь рихтуется (выравнивается), отверстие обезжиривается и смазывается клеем БФ-2; якорь вставляется на место (ставятся и шайбы, центрирующие якорь) и закрепляется винтом.
Необходимо проверить установку якоря: он должен стоять посередине магнитного зазора, а отверстие в якоре должно находиться посередине прорези магнитной системы.
Если центровка якоря отсутствует, ее необходимо добиться, изгибая якорь и передвигая его (отвинтив предварительно крепящий винт).
После постановки якоря шток вклеивается клеем БФ-2, который сохнет сутки при комнатной температуре. Во избежание размагничивания магнита систему нельзя сушить при повышенных температурах. Шток приклеивается к диффузору 3.
Диффузородержатель (чашка) при помощи пуансона и матрицы (рис. 52, а) изготовляется из оргстекла толщиной 1—1,5 мм\ оргстекло предварительно разогревается до размягчения. В диффузородержателе делается 5—7 отверстий.
178
Диффузор изготавливается из тонкой промокательной бумаги при помощи пуансона (рис. 52,6). Бумагу увлажняют, накладывают на пуансон и осторожно пальцами выдавливают весь рисунок пуансона, затем можно наложить матрицу. После полного высыхания диффузор пропитывают клеем (дихлорэтан 90%, оргстекло 10%) два—три раза; причем к центру диффузора клей кладут более густыми слоями.
п б
Рис. 52. Инструмент для изготовления деталей громкоговорителя;
а — «уансон и матрица для изготовления днффузородержателя;
6 — пуансон и матрица для изготовления диффузора
Высохший диффузор приклеивают к диффузородер-жателю, а с другой стороны по центру (клеем БФ-2) — капсюль со штоком. Шток проходит в отверстие в диффузоре и там приклеивается. Все сохнет и громкоговоритель готов.
Иногда радиолюбитель по каким-либо причинам не может сделать матрицы и пуансоны для изготовления диффузора и его держателя. Ниже приведена несложная технология изготовления этих деталей для эллиптического громкоговорителя (соответственно при помощи этой технологии можно изготовить эти детали для круглого громкоговорителя).
12* 179
Диффузородержатель делают из оргстекла (рис. 53, а), для этого подготавливают две детали— буртик ./ и крышку 2. Буртик в разогретом виде изгибают по краю крышки и приклеивают дихлорэтаном.
Для изготовления диффузора делают пуансон, который представляет собой доску с углублением 5
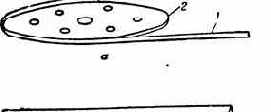 |
 |
Рис. 53. Изготовление деталей громкоговорителя:
о — изготовление диффузородержателя; б — пуансон для изготовления диффузора; / — буртик; 2 — крышка: S — картонка;
4 — проволока; 5 — углубление
(рис. 53, б), по краям которого в три ряда приклеена клеем БФ-2 проволока 4 диаметром 1—1,5 мм так, как показано на рисунке.
Увлажненную промокательную бумагу накладывают на пуансон, прижимают специально вырезанной картонкой 3, затем пальцами бумагу выдавливают по рисунку пуансона, сушат и проклеивают клеем.
Громкоговорители, изготовленные таким образом, имеют следующие характеристики:
180
среднее звуковое давление — ~1 бар;
омическое сопротивление — 100—150 ом;
частотная характеристика — 300—4500 гц.
Необходимо отметить, что данная конструкция хорошо зарекомендовала себя и как микрофон. При включении его на вход (непосредственно) трехкаскадного усилителя на полупроводниках он работал вполне удовлетворительно.
Этот капсюль был применен также в конструкции приемника, собранного в коробке от приемника <Пио-нер» ЦС-1 (рис. 54). Небольшая переделка заключа-
Рнс. 54. Капсюль в коробке приемника «Пионер» ЦС-1
лась в том, что был удален прилив для крепления капсюля ДЭМШ и на это место помещался вышеописываемый капсюль.
В монтажной схеме также были изменения: пришлось удалить несколько монтажных штырьков, перенести один триод и заменить комбинированный выключатель (с трансформатором) на самодельный, выполненный из дзух пластин от реле.
181
§ 26. РЕМОНТ ДИНАМИКОВ
Ремонт динамиков (малогабаритных и обычных) заключается в основном в восстановлении магнитных свойств постоянного магнита, удалении металлической пыли из зазора и ремонте диффузора.
Намагничивание постоянных магнитов проводится всякий раз, когда по каким-либо причинам магнит размагнитился (удар, температура, старение) или после
Рис. 35. Намагничивание магнитов динамиков:
i ' а — скобообразного; б — кернового
сборки новой магнитной системы (даже если магнит обладает некоторыми магнитными свойствами).
Магнитная система намагничивается только в собранном виде, причем магнитопровод замыкается (в зазор вставляют трубку из мягкого железа или кладут накладку из куска толстого мягкого железа).
Если магнитная система имеет скобообразный вид (рис. 55, а), на керн, используя челнок, наматывают изолированный провод диаметром 0,35 мм до заполнения
«окон».
При кольцевой системе необходимо намотать около 3000 витков провода диаметром 0,4 мм; провод наматывается на специально изготовленный каркас (рис. 55,6).
Намагничивающее устройство состоит из 3—4 па-
182
раллельно включенных конденсаторов по 800 мкф (от вспышки). Конденсаторы заряжаются от сети 220 в через выпрямительное устройство (диод ДГЦ-27) и последовательно соединенное с ним сопротивление 2500 ом.
После полного заряда конденсатор разряжается на обмотку, при этом вследствие сильного импульса тока разряда происходит намагничивание магнита.
При невозможности изготовить такое устройство можно использовать городскую электросеть.
В этом случае обмотка намагничиваемого магнита подключается к сети переменного тока через предохранительную проволоку диаметром 0,1—0,12 мм, длиной 20—25 см. При замыкании цепи предохранительная проволока перегорит (возможно разбрызгивание металла). Заменяя проволоку, процесс необходимо повторить, если магнит не намагнитился за первый раз. Намагничивание считается достаточным, если магнит удерживает груз 4—5 кг.
Удаление металлической (железной) пыли из зазора — трудоемкий и кропотливый процесс, поэтому при всяких работах необходимо закрывать зазор магнитной системы.
Металлическая пыль из зазора легко удаляется цапонлаком (или любым густым нитролаком). Для этого зазор осторожно покрывают толстым слоем лака и после высыхания лак вместе с металлической пылью удаляют из зазора.
Сверление и другая обработка магнитной системы производятся так же.
Ремонт диффузора при небольших рваных отверстиях не представляет большого труда. Края отверстия зачищают шкуркой и на это место приклеивают заплату из подходящей бумаги. Место заплаты зачищают шкуркой так, чтобы в этом месте толщина диффузо'ра была постоянной. Клеить лучше резиновым клеем.
Мелкие порывы в области гофра промазывают резиновым клеем.
§ 27. НАСОСЫ, ПУЛЬВЕРИЗАТОРЫ, ГОРЕЛКИ
Изготовить небольшой насос (компрессор) можно не затрачивая дефицитных материалов и большого количества времени.
183
Турникетный компрессор (насос)
По простоте изготовления данный компрессор не имеет себе равных—всего одна точеная деталь. Компрессор обладает высоким КПД и может перекачивать любые агрессивные жидкости * (в промышленности он для этого и применяется).
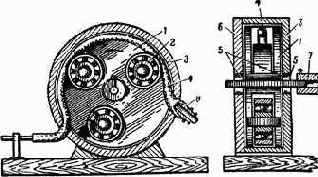
Рис. 56. Турникетный компрессор (насос):
/—ротор; 2 — шарикоподшипник; 3 — статор; 4—трубка; 5—подшипники;
(—крышка; 7 — переходная муфта; S — орешек-приемник
На рис. 56 показана конструкция такого компрессора. Ротор / с тремя укрепленными на нем шарикоподшипниками 2 вращается электрическим мотором в статоре 3 (имеющем вид чашки с крышкой). В зазоре между подшипниками и стенкой чашки проложена хлорвиниловая трубка 4, одним концом закрепленная в
чашке.
При вращении ротора подшипники прогоняют воздух (или жидкость) по трубке в сторону вращения, образуя сжатие воздуха (жидкости) на другом конце
трубки.
Естественно, что производительность и давление такого компрессора определяются диаметром трубки, мощностью мотора (скоростью вращения и моментом на валу) и диаметром чашки (статора).
* Агрессивные жидкости могут перекачиваться только по таким трубам, на которые эти жидкости не действуют.
184
Статор 3 изготавливается из любого материала с запрессованным бронзовым подшипником 5; крышка 6 — из того же материала (подшипник—из бронзы).
Ротор / может быть изготовлен токарным способом из любого материала. При невозможности изготовления на токарном станке его можно изготовить из оргстекла, вырезая детали резаком. Деталировка такого ротора дана на рис. 57. Все детали ротора из оргстекла склеи-
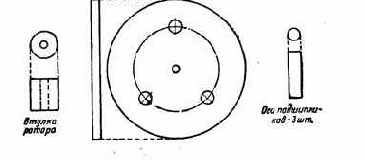 |
Шечки ритора-2шт, Рис. 57. Ротор к компрессору из оргстекла
ваются дихлорэтаном, причем оси подшипников желательно развальцевать горячим паяльником (для этого в щечках ротора делается небольшая зенковка).
При сборке компрессора между щечками ротора и подшипниками (с обеих сторон) ставятся металлические шайбы толщиной 0,2—0,3 мм. Статор компрессора устанавливается на доску с помощью башмака (рис. 56). Вал компрессора соединяется с валом мотора переходной муфтой 7 со стопорными винтами.
Хлорвиниловая трубка (из мягких сортов этого материала) укрепляется в статоре за счет того, что один конец ее надет на орешек-приемник 8. Другой конец подводится к съемнику, установленному на общей
доске.
Для данной конструкции может быть применен коллекторный мотор переменного тока мощностью 100— 120 вт. В описываемой конструкции применен мотор переменного тока, коллекторный, мощностью 115 вт. При таком моторе компрессор обеспечивает все виды работ:
185
окраску нитрокрасками, пайку, продувание аппаратуры и т. п.
Необходимо заметить, что при желании иметь более высокое давление (при том же моторе) необходимо уменьшить диаметр ротора и диаметр подшипников (соответственно уменьшится и диаметр внутреннего отверстия в статоре). При этом повысится давление и снизится производительность компрессора.
Насос из реле
Насос небольшой производительности диффузионного типа (для фефки) можно изготовить из подходящего реле (контактора, магнита шагового искателя и т. п.) постоянного тока.
Схематический чертеж насоса показан на рис.58,а;
обмотка реле питается импульсами тока, вырабатываемыми в специальном устройстве (рис. 58,6), которое представляет собой реле времени с небольшими (регулируемыми) временными интервалами выдачи импульсов.
Реле жестко связано своим якорем с диффузором насоса. При прохождении по обмотке реле импульса тока оно тянет тягу и диффузор. За счет наличия клапанов в диффузоре воздух засасывается в камеру насоса. После окончания импульса вследствие упругих свойств самого диффузора и работы возвратной пружины воздух подается по трубке на выход.
Регулируя частоту следования импульсов, можно регулировать и подачу воздуха таким насосом.
Диффузор изготовляется из медной или латунной фольги повышенной жесткости (обычно с присадкой фосфора), толщиной 0,07—0,15 мм.
Диафрагму делают при помощи пуансона такого же, как и для изготовления диффузора динамика (рис. 53, б). На ровной доске концентрическими кругами приклеивают клеем БФ-2 провод диаметром 1— 1,5 мм с шагом 2—2,5 мм (всего 3—4 провода). После высыхания пуансона заготовку из фольги накладывают на него, прижимают и закругленным инструментом (гвоздь с закругленным концом) выдавливают гофр будущей диафрагмы. К центру диафрагмы припаивают
186
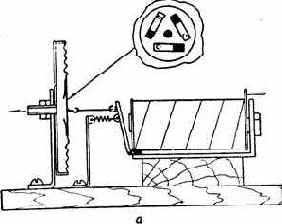
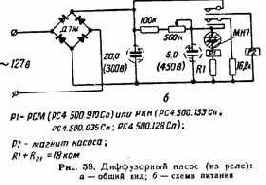
с внутренней стороны медный кружок диаметром 25мм (толщина 0,25—0,35 мм), с наружной стороны к нему припаивают тягу с петелькой. В диафрагме в районе кружка сверлят 3—4 отверстия диаметром 2—2,5 мм и к ним с внутренней стороны приклеивают клапаны—полоски из лавсана (целлулоида, целлофана и др.) толщиной 0,05—0,07 мм. После приклеивания клапанов
187
Необходимо Проверить работу клапанов, продувая их ртом. Затем ди-афрагма припаивается по периметру к чашке насоса и производится полная сборка насоса.
Насос мотор-диафрагма
При наличии у радиолюбителя маломощного моторчика с редуктором, дающего 20—40 об/мин (редуктор можно использовать от электроигрушек или сделатьса-
Диффузор
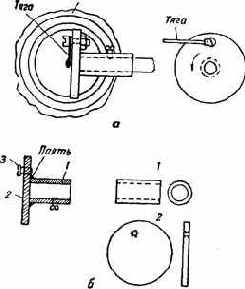
Рис. 59. Шатунно-кривошипный механизм:
а — выточенный на токарном станке; б — изготовленный без применения токарных работ; / — трубка; 2 — диск;
3 — винт
мому), можно в предыдущей конструкции заменить реле мотором, для чего необходимо изготовить шатунно-кривошипный механизм, изображенный на рис. 59, а. Его можно выточить на токарном станке или изготовить следующим образом. К обрезку трубки / (рис. 59,6) подходящего диаметра припаивается круглый металли-
188
ческий диск 2, в нем на нужном месте (определяемом ходом тяги и диафрагмы) сверлится отверстие под винт 3. К этому винту крепится тяга (шатун).
Пульверизаторы
На рис. 60 изображены два типа пульверизаторов для окрашивания при помощи сжатого воздуха. Их конструкция не требует особого объяснения. Трубочка, подающая краску, взята от обычного пульверизатора,
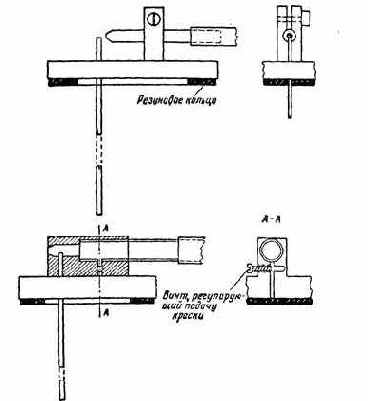
Рис. 60. Два пульверизатора
189
Запоры, крепяЩйе пульверизатор к банке,—от Пульверизатора пылесоса «Вента».
Во втором пульверизаторе сделано вентильное устройство, ускоряющее подачу краски.
Газовая горелка
При наличии у радиолюбителя турникетного насоса (описанного выше) можно изготовить газовую горелку для пайки твердыми припоями средних по величине
деталей.
Ниже описаны два типа горелок:
— горелка, в которой используется бытовой газ (от
газовой плиты);
— горелка, в которой применяется газ из баллонов к туристической плитке.
Обе горелки одинаковы по конструкции. Горелка, в которой используется бытовой газ (рис. 61, а), со-
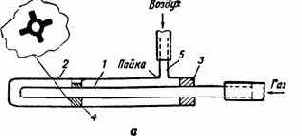
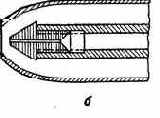
Рис. 61. Газовые горелки:
использующая бытовой газ; б — использующая газ из балло-^ — внутренняя трубка; 2—внешняя трубка: 3—торец;
4 — звездка; 5 — отросток
190
стоит из двух трубок, вставленных одна в другую. Диаметр внутренней трубки 5 мм (внутренний диаметр 3 мм); трубка на конце завальцовывается до отверстия 1,5 мм и затачивается на конус. Внешняя трубка 2 завальцовывается на конце до отверстия 3—4 мм. При использовании газа из баллонов в конец внутренней трубки / ввернута форсунка от примуса, которая предварительно затачивается на конус. Внешняя трубка в этом случае завальцовывается до отверстия в 2—2,5 мм (рис. 61,6).
Внутренняя трубка может передвигаться в заднем торце 3 внешней трубки и в специальной звездке 4, которая плотно посажена в середине внешней трубки. Передвижением внутренней трубки удается регулировать пламя горелки.
Газ подается непосредственно в среднюю трубку, воздух идет во внешнюю трубку через отросток 5.
При использовании баллонного газа воздух должен иметь повышенное давление (от турникетного компрессора). В горелке с использованием бытового газа воздух можно подавать не только от турникегного компрессора, но и от пылесоса.
§ 28. ГОРЯЧИЙ ВОЗДУХ
Горячий воздух необходим в радиолюбительских условиях для сушки (полимеризации) изделий, склеенных клеями БФ, для сварки изделий из полиэтилена и некоторых других пластиков и пр.
Устройство для получения горячего воздуха (рис. 62) представляет собой трубку из меди / с вну-
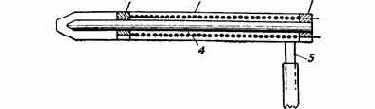
Рис. 62. Устройство для получения горячего воздуха:
1 — трубка; 2 — торец; 3 — звездка; 4 — шток; 5 — отросток
191
гренним диаметром 18 мм, завальцованной с одной стороны до отверстия в 2,5—3 мм. Внутри трубки на торце 2 и специальной звездке 3 крепится медный шток 4 (диаметр штока 3 мм). Шток обвернут слюдой и на него навернута спираль от электроплитки; трубка с внутренней стороны обклеена слюдой (клей — жидкое стекло). Спираль выведена через торец. Воздух подается через отросток 5.
Температура воздуха может регулироваться при помощи ЛАТР, с которого снимается напряжение на спираль.
Воздух можно подавать с пылесоса; давление воздуха также сказывается на его температуре.
§ 29. ПАССИКИ К МАГНИТОФОНАМ
При конструировании любительских магнитофонов очень часто приходится сталкиваться с изготовлением пассиков (бесконечных ремней).
Радиолюбитель, конструируя магнитофон, старается применять пассики от других (промышленных) магнитофонов, но очень часто в силу специфики любительских магнитофонов нужны нестандартные пассики.
Ниже приводятся три варианта изготовления пассиков любых (нужных) размеров.
Пассики из листовой резины—самый надежный вид пассиков, хотя на изготовление их уходит довольно много времени.
Материалом для таких пассиков служит мягкая листовая резина толщиной 3—4 мм.
Вначале из такой резины ножницами вырезается пробный пассик, по нему определяются размеры будущих пассиков.
После разметки специальным инструментом со вставленными в него двумя кусочками лезвия безопасной бритвы (рис. 63, а) по нарисованному контуру вырезается пассик. Вырезание идет за один раз и при сведении концов необходимо (пользуясь линейкой)сделать
ровный срез (рис. 63,6).
Этот процесс сводит к минимуму количество заусениц и неровностей, которые получаются при пользовании другим инструментом, и очень сильно ослабляют пассик.
192
Вырезанный пассик'помещается в бензин Б-70 на I—2 час. После просушки пассик готов.
Инструмент для резания пассиков можно использовать для других целей, например для резки полосок
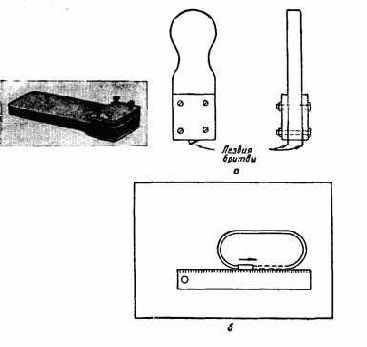
Рис. 63. Изготовление пассиков:
о — инструмент; б — метод вырезания
кожи (пленок), из которых делают декоративные решетки на акустические агрегаты радиоустройств.
Пассики из круглой резины от скакалки изготавливаются методом вулканизации подходящих отрезков скакалки. Заготовка срезается на концах наискось. Оба среза вымачивают в авиационном бензине и на стык помещают тонкий кусочек сырой резины, также вымоченный в бензине. Стык связывают обычными нитками и помещают в специальное вулканизационное устройство
|
13 Л. А. Ерлыкин |
|
193 |
(рис. 64). Канавки в устройстве делают на 0,5—1 мм тоньше, чем сам пассик. Стык затягивают в вулканиза-цнонном устройстве винтами и устройство помещают на
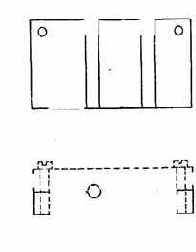 |
рабочую поверхность ~^Г")Г")о~] электроутюга с регулято-ром. Регулятором задается температура ~300°С, время вулканизации — около 10 мин.
После остывания про-
0___ О веряют крепость шва и затем обрабатывают шкуркой до создания круглого сечения по всей длине шва.
^"^-—„-—------•й'^ Пассики из пластика-
j | ! товой скакалки обладают
-+-1———О————О——^J-) повышенной устойчиво-1 стью к истиранию, но ме-
•J-1—————————"~— нее эластичны.
Рис. 64. Вулканизационное уст- Процесс подготовки ройство заключается в разметке и
срезе заготовки на концах. Срез делают прямым. Оба конца заготовки одновременно разогревают горячим воздухом (или над электроплиткой, не касаясь деталей плитки) до их небольшого оплав-ления, затем их сжимают и моментально опускают в холодную воду.
Место сварки проверяют на крепость и тщательно зачищают крупным напильником, чтобы устранить возникшую неоднородность на месте сварки.
VII. ИНСТРУМЕНТ———————————————
РЕЗАК ПО МЕТАЛЛУ И ПЛАСТМАССЕ
Резка листового металла в радиолюбительских условиях довольно трудоемкий процесс (особенно при толщине листа от 2 мм и выше). Разрез слесарными ножницами получается не- ^ ровным и с заусеница- /^ ми. Ножовкой резать /-^7 листовой материал не A-S/ всегда удобно, особен- /./ но при большом листе, _/^_-— да и разрез получается ~^^. в этом случае не всегда ровным. °
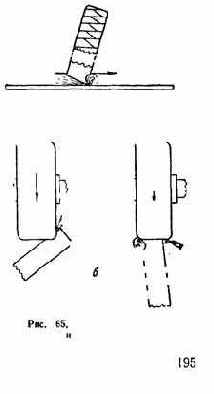 |
Оргстекло и некоторые другие пластмассы
резать ножницами во- /———-. ,——.. обще невозможно, так как эти материалы
хрупки и колются на г k f | Т^ разрезе. | и [ ( р
Радиолюбители при- ' меняют для этой цели , всевозможные резаки, L___J\ делая их из старых но- 7^•> 6s)P^ жовочных. полотен. Но- /- у I г жовочные полотна из- ^у q \ i готавливаются из вы- - 11 сокопрочных легиро- 1 \ ванных сталей, поэто- V-^л
му инструмент из них р^ е5. Резак по металлу отличается высоким и пластмассе:
КачеСТВОМ. а — общий вид; б — заточка 13* ^
Резак представляет собой отрезок ножовочного полотна, определенным образом заточенный на конце (рис. 65, а). Режущую кромку очень легко создать на обычном наждачном камне в два приема (рис. 65,6). Разрез этим резаком получается ровным и требует минимальной дополнительной обработки.
Ручка у резака навертывается из обычной изоляционной ленты.
РЕЗАКИ ДЛЯ ПРОРЕЗАНИЯ КРУГЛЫХ ОТВЕРСТИИ
Резак из ножовочного полотна (рис. 66) предназначен для прорезания круглых отверстий небольшого диаметра (под панельки ламп и т. п.). Он представляет собой кусок ножовочного полотна, один конец которого
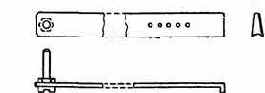
Рис. 66. Резак для прорезания небольших круглых отверстий
загнут и заточен, на другом конце (для удобства пользования) вставлена ручка.
Режущую часть резака делают следующим образом. Конец полотна отжигают на 35—40 мм, затем его отгибают под углом 90° на отрезке 2,5—3,0 мм. Отогнутый край затачивают, как показано на рис. 66. Ручка представляет собой винт МЗ, затянутый гайкой.
На отожженном конце полотна делают несколько отверстий диаметром 3 мм (расстояние их от отогнутого конца определяется радиусом отверстий, которые необходимо прорезать).
Обработанный таким образом резак закаляется на всем участке (можно закалять только режущую часть резака).
Процесс резания заключается в следующем. В центре будущего отверстия сверлится отверстие диаметром
196
3 мм. Резак укрепляется винтом МЗ в этом отверстии так, чтобы режущая часть была прижата к металлу на линии будущего отверстия.
Затем резак вращается за ручку до тех пор, пока он не вырежет канавку в половину толщины листа. После этого процесс резания повторяют с другой стороны листа до полного вырезания отверстия.
Для вырезания отверстий большого диаметра (рис. 67) служит еще один резак из ножовочного по-
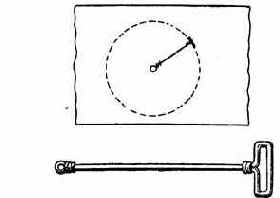
Рис. 67. Резак для прорезания больших круглых отверстий
лотна. Он представляет собой проволочную тягу, один конец которой укрепляется винтом в центре будущего отверстия, в другой конец тяги вставляется резак, изображенный на рис. 65.
Процесс резания аналогичен предыдущему. Резак для прорезания отверстий любого диаметра (рис. 68, а) состоит из центрирующей колонки / с упорным винтом и выдвижного резцедержателя 2 (также с упорным винтом), в котором крепится резец 3.
Центрирующая колонка верхним своим концом помещается в патрон дрели. Другой конец центрирующей колонки имеет отросток диаметром 3 мм. этим концом колонка вставляется в отверстие, просверленное в центре будущей окружности.
197
Резцы для данного типа резака изготавливаются из старых ножовочных полотен на наждачном камне (или в отпущенном состоянии обрабатываются напильником и затем калятся снова).
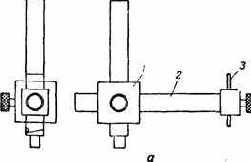

б
Рис. 68. Резак для прорезания круглых отверстий любого диаметра:
о — общий вид; б — пружинный ограничитель; / — центрирующая колонка; 2 — резцедержатель; 3 — резец
Резак работает хорошо, когда дрель укреплена строго вертикально. Чтобы работать неукрепленной дрелью, необходимо модернизировать резак. Для этого снизу к утолщенной части центрирующей колонки (на винтах) крепится пружинный ограничитель (рис. 68,6), изготовленный из качественной листовой стали, закаленный и слегка отпущенный.
198
При правильной установке дрели с резаком ограничитель не дает возможности резцу заклиниваться, а при нажиме на дрель он позволяет производить посгепен-ную подачу резца при резании.
ПЛОСКОГУБЦЫ—ТОРЦОВЫЙ КЛЮЧ
Очень удобный инструмент, сочетающий в себе особенности плоскогубцев и торцового ключа под небольшие гайки, изображен на рис. 69.
 |
~с7
Рис. 69. Плоскогубцы — торцовый ключ:
I — трубка; 2 — зажимное устройство; 3 — чека
Данный инструмент позволяет завинчивать (удерживать) гайки в труднодоступных местах: при плотном монтаже деталей на щасси и т. ц.
199
Инструмент состоит из стальной трубки / подходящего диаметра, которая с одной стороны разделана на квадрат, а с другой расплющена. Внутри трубки помещается зажимное устройство 2, представляющее собой две закаленные (и слегка отпущенные) пластины, склепанные между собой в двух точках. В верхней части пластин имеется ряд отверстий для вставления чеки 3, которая фиксирует зажимное устройство при удерживании гайки и при ее завинчивании. Чека удерживается в углублении, пропиленном в расплющенном конце трубки. В этом же конце имеется ручка, сделанная из двух склепанных стальных пластинок.
Инструмент работает так. Зажимное устройство перемещается вниз, за счет пружинящих свойств оно расходится, раскрывая губки. Инструмент помещается над гайкой и нажимом на трубку заставляет зажимное устройство уйти внутрь трубки, при этом губки зажимного устройства плотно обожмут гайку. Чека вставляется в самое нижнее отверстие зажимного устройства, тем самым фиксируя положение инструмента.
Инструмент удобен также и в том случае, когда необходимо подвести гайку (в труднодоступном месте) к винту. Для этого гайку необходимо предварительно зажать в инструмент, а затем уже подводить ее к винту.
БЕЗОПАСНЫЙ ИНСТРУМЕНТ
Часто радиолюбителю приходится работать с аппаратурой, находящейся под напряжением. При таких работах необходимо соблюдать меры предосторожности. Одной из таких мер является тщательная изоляция ручек, а иногда и всего инструмента.
Ниже приводится пример изолирования ручек боко-резов и пинцета (рис. 70); таким способом можно изолировать и другой монтажный инструмент.
Инструмент изолируется хлорвиниловыми трубками. Для этого хлорвиниловую трубку (диаметр ее немного меньше диаметра самого инструмента) размягчают в дихлорэтане в течение 0,5—1 час, при этом по мягкости она становится равной мягкой резине.
Трубка свободно натягивается на ручки кусачек. Если трубку надеть, как показано на рис. 70, она будет
200
предохранять руки от «закусов» близкосходящимися ручками кусачек.
При изолировании пинцета на него натягиваются две трубочки (диаметром, равным самым тонким местам ножек пинцета), сверху надевается кусок хлорвиниловой трубки большого диаметра.
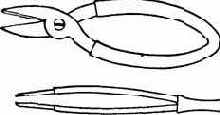
Рис. 70. Изолирование ручек инструмента
После натягивания хлорвиниловые трубки через сутки—двое восстанавливают свои свойства и плотно обтягивают инструмент.
цикли
Цикля для грубого циклования изготовляется из железки рубанка или фуганка (рис. 71, а). Конец железки затачивается, как показано на рисунке, затем жало цикли заваливается на какой-либо стальной плите. Сначала движения производятся так, чтобы плоскость цикли была перпендикулярна направлению ее движения. Затем жало выравнивается притиранием: цикля движется так, чтобы ее плоскость совпадала с направлением движения. При этом циклю покачивают в своей плоскости и выравнивают жало по всей его длине.
Такой циклей можно снимать старый лак с деревянных изделий при новой их лакировке, а также производить предварительное циклевание вновь создаваемых конструкций.
Цикля для окончательного циклевания изготавливается из обрезка полотна ленточной пилы. Форма цикли и ее режущие кромки показаны на рис. 71,6.
Работа с такой циклей заключается в следующем. Цикля берется двумя руками и сгибается (большие
201
пальцы рук—внутри изгиба; сам изгиб—выпуклостью от работающего) так, чтобы нижняя кромка цикли полностью легла на обрабатываемую поверхность. Движения цикли должны быть плавными.
б
Рис. 71. Цикли:
а — Для грубого циклования; б — для окончательного циклевания
ЗАТОЧКА СТОЛЯРНОГО ИНСТРУМЕНТА
При заточке столярного инструмента (особенно железок к фуганкам) важно выдержать ровную и перпендикулярную (кромкам) линию жала инструмента. Так как такой инструмент затачивается вручную на широ-
202
ких неподвижных наждачных камнях, выполнить это условие очень трудно. Если же применить несложное приспособление, эта трудность в заточке инструмента
устраняется.
Приспособление (рис. 72) представляет собой четырехугольную стальную обойму / с зажимным винтом 2
а-а
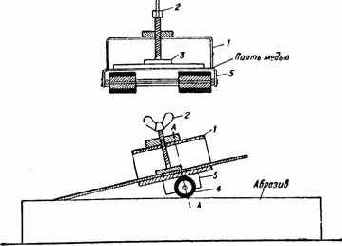
Рис. 72. Приспособление для заточки столярного инструмента;
/ — обойма; 2 — зажимной винт; S — пятка; 4 — ролик; 5 — прилив
и пяткой 3. Обойма опирается на два вращающихся ролика 4, стоящих на оси, которая крепится в приливах 5 обоймы.
При закреплении затачиваемого инструмента в обойме необходимо выдержать нужный угол заточки, что . достигается правильностью его положения относительно абразива.
Процесс заточки заключается в прокатывании приспособления с зажатым в нем инструментом по наждачному камню так, чтобы жало инструмента все время (под давлением руки) касалось абразива.
203
ПОЛИРОВКА ОСЕЙ
Приспособление для полировки осей различных диаметров (рис. 73) представляет собой две мегаллические планки, подвижно соединенные с одной стороны. В планках (в сложенном состоянии) просверлены отверстия нужных диаметров с припуском 0,4—0,5 мм.

Рис. 73. Приспособление для полировки осей
Шлифовальная шкурка приклеивается с обеих внутренних сторон планок в отверстии нужного диаметра так, чтобы каждая из них приклеилась по всей поверхности отверстия.
Обрабатываемая ось вставляется между шлифовальными шкурками и вращается дрелью, при этом ось полируется и не теряет формы, т. е. остается цилиндрической.
При необходимости полировки одной — двух осей такое приспособление можно изготовить из древесины твердых пород (дуб, бук и т. п.).
КОНДУКТОР—ХРАНИЛИЩЕ СВЕРЛ
Часто радиолюбителю приходится изготовлять детали типа шкивов, маховиков и т. п. Просверлить дрелью вертикальное отверстие почти невозможно, так как полученное после такого сверления готовое изделие «играет» при вращении вокруг оси, т. е. плоскость его неперпендикулярна оси.
Кондуктор для сверления вертикальных отверстий (рис. 74) является хранилищем всего набора сверл радиолюбителя.
Кондуктор представляет собой стальную плиту толщиной 15—20 мм, в которой в порядке возрастания диаметров сверл сделаны (этими же сверлами на выверенном сверлильном станке) сквозные отверстия.
204
Снизу у кондуктора на четырех винтах держится съемное донышко, а около каждого отверстия (сверху) сделана гравировка диаметра данного сверла.
Отверстие в детали сверлится через кондуктор, плотно прижатый к плоскости детали, при этом в детали получается отверстие, перпендикулярное плоскости детали.
Рис. 74. Кондуктор — хранилище сверл
ПАЯЛЬНИК ДЛЯ ПАЙКИ ТВЕРДЫМИ ПРИПОЯМИ
Паяльник (рис. 75, а) для пайки твердыми припоями (ПСр, ВПТ и т. п.) всех видов металлов, в том числе и алюминия, имеет относительно сложную электрическую схему (рис. 75,6), но удобство пользования и возможность производства прочных паек оправдывает эту сложность. Таким паяльником почти без переделки можно паять и обычными свинцово-оловянистыми припоями.
Основу электрической схемы составляет понижающий трансформатор (Тр), который понижает напряжение сети до 6—8 е. Полученным напряжением питаются сменные нагревательные элементы (НЭ). Мощность трансформатора 100 ат, сечение провода понижающей обмотки—не менее 4 л-и2 (ее можно намотать 3—4 проводами подходящего сечения).
Паяльник включается кнопкой (Кн), при этом замыкается цепь первичной обмотки трансформатора (в нерабочем состоянии энергия не потребляется). Разогрев нагревательного элемента происходит почти мгновенно. Питая первичную обмотку трансформатора при помощи
205
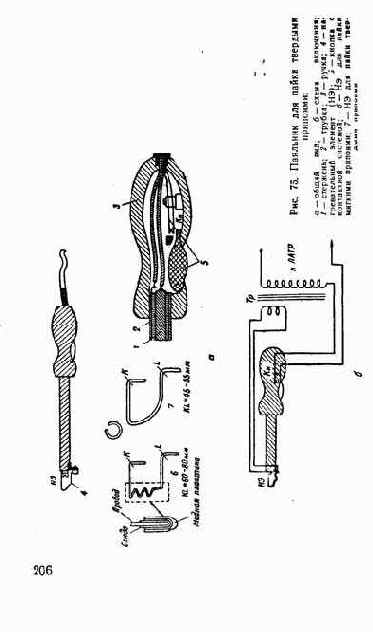
ЛАТР, можно изменять температуру ра^бгрева паяль-ника.
Конструктивно паяльник представляет собой медный стержень 1, погещенный внутрь медной трубки 2. Между стержнем и трубкой проложена изоляция (в данном случае—асбестовый шнур, намотанный на стержень и пропитанный жидким стеклом). С одной стороны на трубку надета ручка 3, с другой стороны — крепится нагревательный элемент 4, представляющий собой кусок нихромовой проволоки, изогнутой, как показано на рис. 75,а. Элемент крепится двумя винтами:
одним—непосредственно ввернутым в тело стержня, другим — в выступ трубки.
Внутри ручки помещены кнопка и ее контактная система 5. Все электрические соединения внутри ручки произведены пайкой.
Геометрические размеры нагревательных элементов показаны на рис. 75, а: 6—для пайки припоями ПОС;
7—для пайки твердыми припоями. Диаметр нихромовой проволоки нагревательного элемента для пайки припоями ПОС 0,6 мм; для пайки твердыми припоями—1,3 мм. На первый тип нагревательных элементов надевается (и обжимается) медная пластинка, изолированная от провода слюдой.
Ручка паяльника изготавливается из конструкционной любительской пластмассы («Конструкционные любительские пластмассы», рецепт 2 см. на стр. 52).
Конфигурация ручки хорошо видна на рис. 75, а, и давать дополнительных разъяснений по ее изготовлению не требуется.
Примечание. Данным паяльником можно резать стекло по способу, описанному ранее.
ПРОСТОИ УНИВЕРСАЛЬНЫЙ СТАНОК
Токарные работы в любительских условиях часто ограничиваются изготовлением несложных деталей (шки.вки, шейки осей и т. п.) с применением дрели. Од* нако радиолюбителю часто требуется выполнить более сложные токарные работы.
На рис. 76, а изображено простое универсальное устройство, изготовленное на базе уже упоминавшегося мотора (115 вт). Используя этот мотор, при помощи не-
207
;'
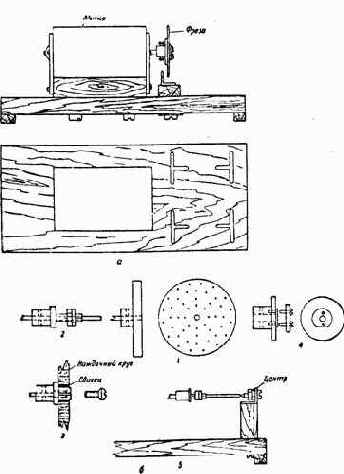
Рис. 76. Простой универсальный станок:
а — обший вид; в — приспособления для работ; 1 — план шайба; 2 — цанга;
S — креяление наждачного круга; 4 — крепление фрезы; 5 — работа с центром
208
сложных приспособлений можно производить различные работы по резанию металла, пластмасс, древесины
и т. п.*.
Используя план-шайбу / (рис. 76, б) и цанги 2,
можно производить токарные работы.
Укрепив на моторе при помощи устройства 3 наждачный камень, можно затачивать всевозможный инструмент.
Нехитрое устройство 4 (похожее на план-шайбу) и
закрепленная на нем фреза дают возможность производить распиловку материалов и фрезерования. И, наконец, если к мотору пристроить гибкий вал от бормашины, то можно делать различные гравировки и надписи.
План-шайба изготавливается из стали на токарном
станке и предназначается для обработки плоских, относительно крупных деталей из мягких металлов, пластмасс и древесины. Плоская заготовка укрепляется на план-шайбе винтами (в местах, которые будут вырезаны в процессе обработки), для этого на план-шайбе имеется большой набор отверстий с резьбой МЗ.
План-шайба и все остальные приспособления крепятся на валу мотора упорными винтами.
На план-шайбе можно изготовить такие детали, как кольца-ручки для настроечных конденсаторов КЛК-2, ручки широкоформатные к карманным приемникам (такие, например, как у приемника. «Пионер» ЦС-1), а также различные модели ручек и других деталей.
Цанги изготавливаются из стали на токарном станке и применяются для токарных работ с прутковым материалом (изготовление осей, стоек и т. п.). Заготовка (пруток) вводится в отверстие с крестообразным пропи-• лом на глубину 10—15 мм и затягивается сначала одной
гайкой, затем другой — контрящей.
Цанги делаются применительно к наиболее ходовым диаметрам пруткового материала: 2; 2,5; 3; 3,5 мм.
Наждачный круг (продается в магазинах медицинского оборудования) насаживается на ось мотора при помощи устройства, похожего на цангу, но в этом случае
резьба имеется внутри устройства.
* При работе на станке необходимо пользоваться защитными очками.
209
14 Л. А. Ерлыкин
Внутри тонкой части устройства сверлится отверстие 4 мм, затем делается крестообразный пропил вдоль тонкой части, накладывается проволочный бандаж, при помощи которого стороны пропила сводятся внутри.
В образовавшемся отверстии (около 3,4 мм) делается нарезка М4 и деталь освобождается от бандажа.
Внутреннее отверстие наждачного круга обкладывается свинцом и насаживается на крепящее устройство; в отверстие ввертывается винт М4, имеющий
у шляпки пологую фаску.
Фрезы крепятся на устройстве, показанном на
рис. 76,6.
Гибкий вал бормашины крепится, к мотору напрямую, для чего в районе оси мотора необходимо поставить деревянную стойку, к которой крепится неподвижная часть приемного устройства гибкого вала.
Обработка материалов на таком станке ведется специальными резцами, изготовленными из ножовочного полотна (от механических ножовок), и всевозможными
напильниками.
Станок имеет несколько реек-упоров, сделанных из
кусков древесины и уголковой стали. Рейки-упоры поддерживают резцы при работе, а также материал при распиловке. Высота реек-упоров регулируется прокладками.
При желании вместо наждачного круга устанавливается войлочный круг, которым можно производить полировку деталей.
VIII. ИСТОЧНИКИ ПИТАНИЯ И ЭЛЕМЕНТЫ АВТОМАТИКИ.
ПРОСТЫЕ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ, ПОНИЖАЮЩИЕ НАПРЯЖЕНИЕ
В практике радиолюбителя часто бывает необходимо понизить напряжение, а соответствующего трансформатора нет. В этом случае можно обойтись последовательно включенной лампочкой накаливания. Лампочка выбирается в зависимости от мощности потребителя (например, на кожухе заводского паяльника указаны напряжение питания и потребляемая мощность): при напряжении в сети 127 в соответствующая эгому напряжению лампочка должна иметь мощность на 10—15% выше мощности потребителя; при 220 в мощность лампочки должна быть в 2—2,5 раза больше мощности
потребителя.
Зная мощность лампочки и напряжение, легко подсчитать сопротивление горящей лампочки и потом учитывать его как добавочное сопротивление.
При необходимости получить сравнительно небольшие токи и напряжения (питание приемников на полупроводниках, зарядка миниатюрных аккумуляторов и т. п.) хорошие результаты дает включение в цепь конденсатора, который в данном случае служит добавочным сопротивлением в цепи переменного тока. В этом случае следует применять двухполупериодные схемы выпрямления, так как принципиально необходимо, чтобы через конденсатор проходил переменный ток.
14- 211
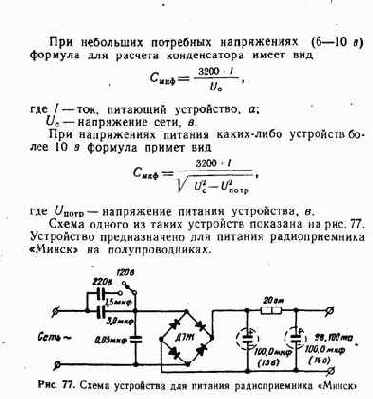
ГАЗОВЫЕ АККУМУЛЯТОРЫ
Эти аккумуляторы отличаются простотой устройства и недефицитностью материалов, применяемых при изготовлении.
Газовый аккумулятор (рис. 78) представляет собой непрозрачный сосуд / с крышкой 2 (сосуд может быть стеклянный, покрашенный снаружи черной краской, так как попадание света внутрь аккумулятора приводит к быстрому его разряду), в который опущены два одинаковых электрода. Электрод состоит из угольного стержня 3 (от старых гальванических элементов), вокруг которого в мешочке из ткани располагается акти-вированяый уголь 4 (другой уголь применять нельзя).
212
Мешочки с активированным углем плотно обмотаны ниткой для того, чтобы увеличить контакт угля со стержнем. Толщина слоя угля не должна превышать 15—18 мм.
i «
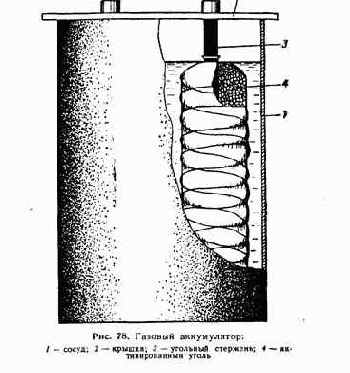
Электролитом служит 15% раствор поваренной соли (пять столовых ложек на литр воды); воду желательно брать мягкую—дождевую или снеговую.
Для улучшения работы аккумуляторов на каждый литр электролита желательно добавить 1—2 г борной кислоты и 2—3 г сахара (сахар добавлять обязательно при длительных циклах разряда).
213
Готовый аккумулятор заряжается постоянным током при напряжении 4,5 в на каждую банку (элемент). Заряд аккумуляторов продолжается 10—12 час (до появления газообразования).
Емкость аккумулятора зависит только от количества активированного угля примерно 1 а • ч на каждые 50— 65 г угля, при этом количество электролита должно быть 5—6 л.
Эксплуатация аккумулятора (как уже было сказано) имеет один существенный недостаток: электролит необходимо менять раз в неделю. Но дешевизна электролита оправдывает создание и эксплуатацию таких аккумуляторов.
ИЗГОТОВЛЕНИЕ БАТАРЕИ «КРОНА»
Многие заводские и любительские приемники на полупроводниках питаются от батарей типа «Крона». Такую батарею можно изготовить из свежих анодных батарей приемника «Турист» или анодных батарей слуховых аппаратов старых типов (на лампах).
Упаковку батареи вскрывают и из нее извлекают столбики, состоящие из галетных элементов. От столбика осторожно (притупленным ножом) отсекают шесть элементов. При этом с одной стороны у каждого блочка элементов будет рыхлая масса, пропитанная электролитом, с другой стороны — цинковая пластина, покрытая твердой угольной смесью. Цинковая пластина на небольшом участке освобождается от угольной смеси, в этом месте припаивается минусовый проводник.
К рыхлой массе прикладывают цинковую пластину с твердым угольным покрытием (угольное покрытие— к рыхлой массе); эту пластину извлекают из лишнего элемента или можно использовать пластину от старого (использованного) элемента. К этой пластине припаивают плюсовый вывод.
Весь блочек (рис. 79) плотно сжимают и закручивают толстой ниткой. Готовую батарею изолируют от воздуха, окуная ее в расплавленный воск (но не в парафин), и формуют. Для формовки необходимо к выводам батареи (плюс к плюсу, минус к. минусу) подключить на 3—5 мин источник постоянного тока напряжением 11—12 в.
214
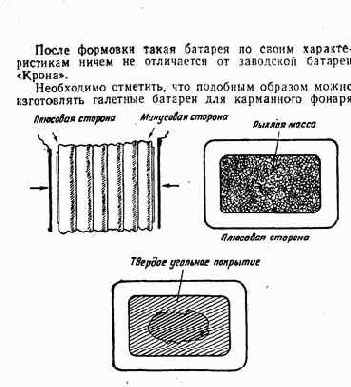 |
Минусовая сторана Рис. 79. Изготовление батареи «Крона»
из батарей ЮО-АМЦГ-У-2,0, 70-АМЦГ-1.3. При этом емкость таких батарей более чем в два раза выше, чем у обычных батарей карманного фонаря.
ИЗГОТОВЛЕНИЕ ФОТОДИОДОВ И ФОТОТРИОДОВ ИЗ ПОЛУПРОВОДНИКОВЫХ ТРИОДОВ
Одним из важных элементов автоматики являются фотодиоды и фототриоды. Промышленные фотодиоды дороги и не всегда удается их купить; фототриоды вообще отсутствуют в продаже.
Радиолюбитель может сам изготовить удовлетворительные по техническим характеристикам фотодиоды и
215
фототриоды из полупроводниковых триодйв серий ГЦ и П2 (рис. 80).
Изготовление производится в следующем порядке:
— отрезать от корпуса стеклянный изолятор со стороны эмиттера;
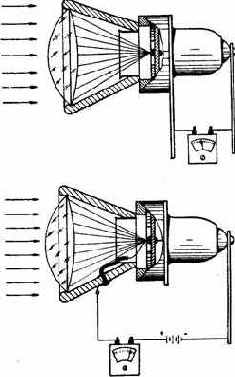
Рис. 80. Фотодиод и фототриод, изготовленные из полупроводниковых триодов
— выпаять из изолятора токоотвод (проволочку) эмиттера;
— изготовить из папье-маше тубус и вставить в него линзу (лучше двояковыпуклую с малым фокусным расстоянием);
216
— токоотвод нарастить и вывести через тубус наружу в случае изготовления фототриода или удалить его в случае изготовления фотодиода;
— отрегулировать положение линзы так, чтобы свет от источника фокусировался бы на р-п-переходе триода.
Характеристики фотодиода, изготовленного из триода типа П1Е, следующие: при освещении такого фотодиода лампой 60 вт (без рефлектора) с расстояния 1 ж он дает 50 мка; с расстояния 3 м— 10 мка.
Характеристики фотодиодов не зависят от коэффициента усиления триодов, из которых они изготовлялись.
ДАТЧИК ВРЕМЕНИ (ТАЙМЕР)
Нужным устройством в практике радиолюбителя может быть датчик времени (таймер), который фиксирует длительные отрезки времени и подает команды на различные исполнительные устройства. Если его вмонтировать в радиоприемник, он будет включать и выключать приемник в заданное время.
Радиолюбителю часто приходится контролировать длительные процессы (химические, термические, фото и др.), в этом случае описываемый датчик сослужит ему полезную службу.
При изготовлении подобного датчика можно использовать обыкновенный будильник (рис. 81, а), у которого ручка перевода стрелок делает один полный оборот за час. Эту ручку нужно механически связать со специальным устройством (напоминающим барограф), состоящим из металлического (медного и посеребренного) барабана / с осью 2. Барабан может вращаться вокруг оси, укрепленной в двух стойках 3, которые в свою очередь укреплены на общем с будильником основании 4. Ось барабана с одной стороны связана шесте-' ренчатой передачей с осью червяка 5, с другой — поводком 6 соединена с ручкой перевода стрелок часов (подобный же пваодок укреплен и на этой ручке). По червяку (при вращении его) передвигается каретка 7 с контактной группой 8 и пружинным ограничителем 9 с изолятором на конце.
На барабан укрепляется программная таблица (рис. 81,6), изготовленная следующим образом. На ба-
217

рабан укрепляют Лист бумаги и барабан проворачивают 24 раза, при этом червяк заставляет каретку передвигаться и на листе бумаги остается видимый след от контактной группы.
Сняв лист и разбив его на шестидесятиминутные отметки (лучше пользоваться миллиметровой бумагой), производят разметку будущей программы. Допустим, что в течение первого часа необходимо включить какую-либо аппаратуру на 20 мин (с 20-й по 40-ю минуту), тогда вдоль следа контакта между 20-й и 40-й минутой делается перфорация и т. д. Значит, можно составить какую угодно программу включения и выключения аппаратуры, при этом точность работы датчика можно обеспечить порядка ±1 мин (при диаметре барабана 50—80 мм}.
Ось в барабане укрепляется при помощи звездок, плотно посаженных на ось внутри барабана. Изготовление оси с червяком описано на стр. 169. Шестеренчатую передачу и шаг червяка подбирают так, чтобы за один оборот барабана каретка смещалась на 3—5 мм (при этом образующая барабана будет в пределах 80—125 мм}.
При изготовлении такого датчика на одновременное включение и выключение нескольких устройств суммарная передача выбирается так, чтобы следы от контактов (на каретке в этом случае будет несколько контактов) находились один от другого на расстоянии 2—3 мм.
Для удобства эксплуатации датчика справа на барабане наклеена шкала минут, а на правой стойке барабана на уровне контактов каретки закреплена установочная стрелка. Вдоль образующей барабана на стойках укреплена 24-часовая шкала.
Часы-будильник укреплены на основании в углублениях так, что их легко можно вынуть, при этом появляется возможность установить каретку в нужное место (завести и перевести сами часы).
IX. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ПРОИЗВОДСТВЕ РАДИОЛЮБИТЕЛЬСКИХ
РАБОТ-
Приступая к той или иной работе, радиолюбитель должен помнить основные правила техники безопасности.
Работая с электричеством, необходимо помнить следующее:
1. Электрическое напряжение выше 40 в считается опасным для жизни.
2. Монтажные работы можно производить только на обесточенной аппаратуре. При необходимости производства замеров, монтажа и т. п. на аппаратуре, находящейся под высоким напряжением, необходимо пользоваться безопасным монтажным инструментом или резиновыми перчатками. Под ногами при этом должен находиться резиновый коврик.
3. Вся радиолюбительская аппаратура при питании ее от электросети должна иметь соответствующие предохранители.
При производстве различных технологий радиолюбителю приходится пользоваться химреактивами, опасными для здоровья человека. Все опасные химреактивы выделены по тексту книги полужирным шрифтом.
Меры безопасности при работе с опасными для здоровья человека химреактивами следующие.
Кислоты и щелочи при попадании на кожу человека вызывают сильные ожоги (особенно опасно попадание брызг кислот и щелочей в глаза); вдыхание паров кислот и щелочей также вредно для здоровья человека.
220
Необходимо помнить, что всегда при работе с кислотами необходимо кислоту вливать в воду (раствор), а не наоборот; в противном случае в процессе реакции происходит сильное разбрызгивание кислоты.
Рекомендуется при работе с кислотами и щелочами пользоваться защитными очками. Рабочие помещения должны хорошо проветриваться.
При попадании кислот на кожу необходимо присыпать это место кальцинированной (питьевой) содой и
смыть все водой.
При попадании крепких щелочей на кожу нужно промыть это место слабым (5%) раствором кислоты и
смыть водой.
Работая с химреактивами, опасными для жизни человека, нельзя пользоваться пищевой посудой. Если в рецепте клея или замазки имеются опасные для здоровья химреактивы, то ими нельзя склеивать пищевую
посуду.
Работать на токарных станках, наждаках и т. п. нужно в защитных очках, а сами станки, кроме того, должны быть оборудованы прозрачными щитками.
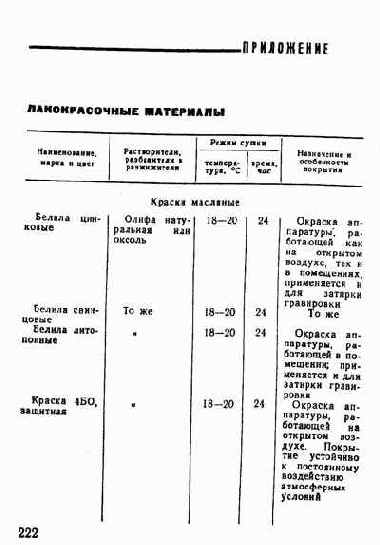

|
Продолжение |
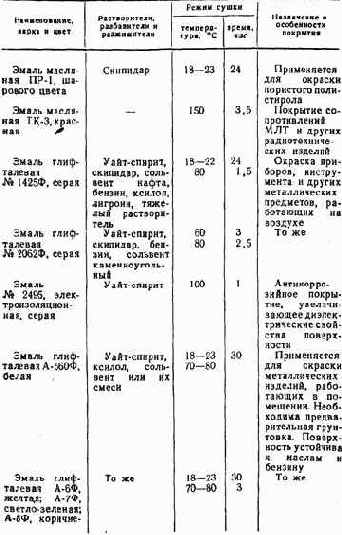 |
|
224 |
|
•Ь . ;3" ! -•I У t |
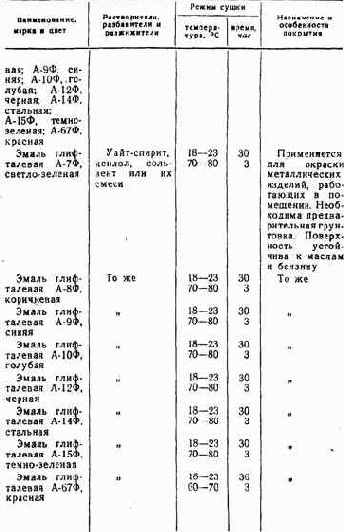
|
15 Л. А. Ерлыкин |
|
225 |
Продолжение
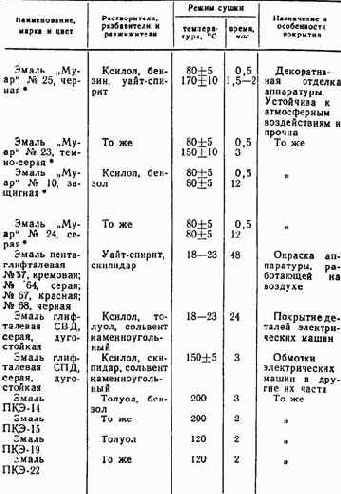
* Для эмалей „Муар" вначале даны температура и время проявления рисунка, далее—температура и время высыхания.
226
Продолжение
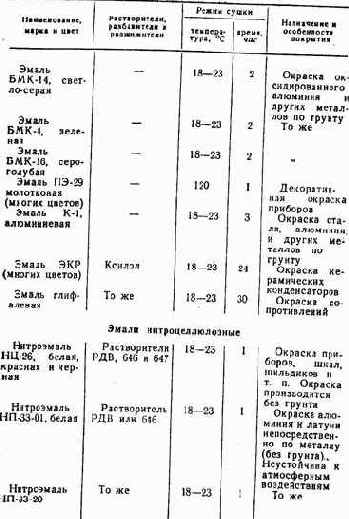
|
15» |
|
227 |
|
Продолжение |
|
|
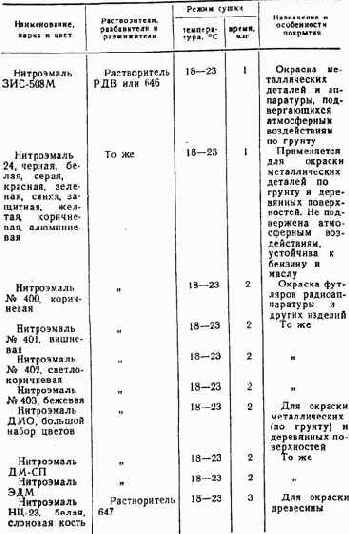
|
228 |

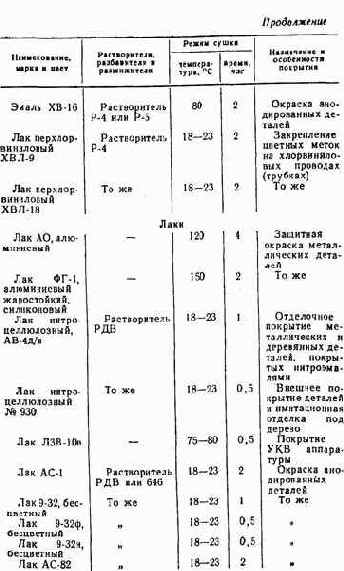
230
Продолжение

231
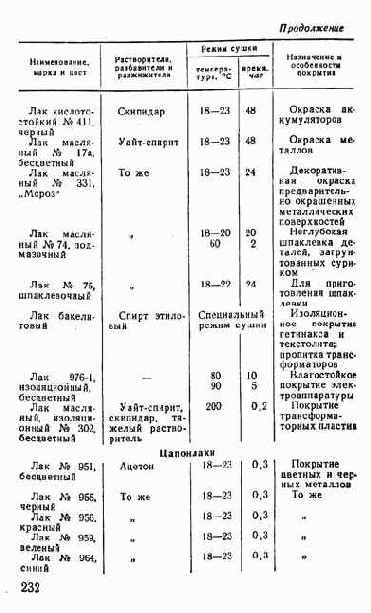

Продолжение
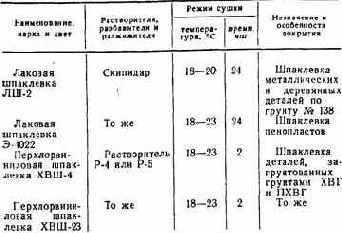
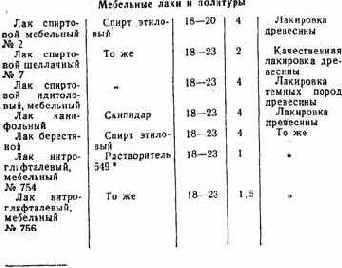
* Взамен растворителя 649 можно применить смесь: этилцел-лозольва — 30°/о, бутанола—20°/в и ксилола — 50»/».
234
Продолжение
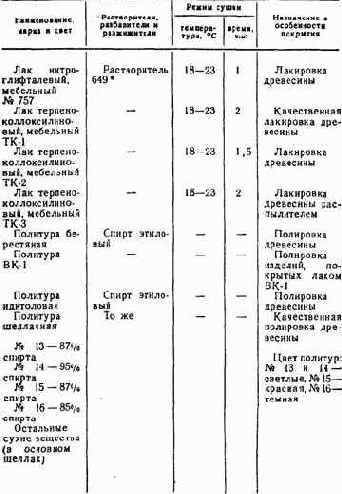
* Взамен растворителя 649 можно применять смесь: эти.чцел-лозольва — 30»/о, бутанола — 20*/» и ксилола — 50*/».
235
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алюминий, анодирование переменным током 35, 36
Алюминий, анодирование постоянным током 33—35
Алюминий и его сплавы, марки 31—32
Алюминий и его сплавы, оксидирование 36
Алюминий и его сплавы, освет-ление 36, 37
Алюминий и его сплавы, травление 37
Алюминий, химическое никелирование 37 .
Бронза, марки 24, 26
Бумага, марки 58
Верньерные устройства 170—173
Винипласт 48, 51
Газовые аккумуляторы 212—214
Гетинакс 49
Гетинакс фольгированный 116, 117
Горелка газовая 190, 191
Горячий воздух 191, 192
Громкоговоритель для карманного приемника 177—181
Грунтовка металла 22
Грунтовки и пасты для древесины 109, 110
Датчик времени (таймер) 217— 219
Детали из АКР-7 54, 147—150
Детали из стирокрила 54, 150— 153
Древесина, восстановление покрытий 113, 114
Древесина, вощение 107—109
Древесина, лакирование масляными лаками 111 Древесина, лакирование нитролаками 111—113 Древесина, лакирование спиртовыми лаками 110, 111
236
Древесина, материалы 87, 88 Древесина, окрашивание 88—
90 Древесина, полирование 103—
105
Древесина, полирование упрощенным способом 105—107 Древесина, породы 86, 87 Древесина, прозрачная отделка
100—113
Древесина, склеивание 93—96 Древесина, фанерование 96—
100
Древесина, шпон 87, 97 Древесина, эмитация 88, 89 Замазка бакелитовая 73 Замазка битумная 74 Замазка глетглициновая 76 Замазка для железа и чугуна 76, 77 Замазка для склеивания стекла
с металлом 74, 75 Замазка для укрепления арматуры в камне 77 Замазка канифольно-восковая
73
Замазка магнезитовая 75, 76 Замазка против раскручивания
гаек 77 Замазка рубраксная 74 Заточка столярного инструмента 202, 203 Изготовление батареи <Крона»
214, 215
Изготовление фотодиодов и фототриодов 215—217 Инструмент безопасный 200, 201 Клеевая паста 64 Клеи БФ 72 Клеи для капрона 67 Клеи для кожи 65, 66 Клеи для магнитофонной ленты 67
Клеи для плексигласа (органического стекла) 66 Клен для полихлорвинила 67,
68
Клеи для стекла и керамики 65 Клеи для целлулоида 66 Клен для эбонита 66 Клеи резиновые 66 Клеи эпоксидные 69, 70 Клей водоупорный 64 Клей гуммиарабик 62, 63 Клей декстриновый 63 Клей для картона 63 Клей для наклейки дерматина
и кожи на древесину 63, 64 Клей для полистирола 67 Клей для полиэтилена 66, 67 Клей для фотобумаги 63 Клей для фторопласта 68 Клей идитоловый 71, 72 Клей изоцианатный 69 К'лей казеиновый 64 Клей карбинольный 70, 71 Клей переплетный 62 Клей синдетикон 64, 66 Клейстер из муки 62 Клейстер крахмальный 62 Клейстер особый 63 Клей столярный 93, 94 Клей термопреновый 68, 69 Клей 88, 68 Кожух электронно-лучевой
трубки 135—141 Кондуктор — хранилище сверл
204, 205
Контактные колодки для полупроводников 173, 174 Коробки из фанеры 145—147 Коробки из целлулоида 142—
145
Корпуса (коробки) из самодельных пластмасс 141, 142 Ланоксиновые трубки (<кем-
брик»), маркировка 59 Латунь, марки 24 Латунь, пассивирование 30 Латунь, химическое окрашивание 30
Литцендрат самодельный 176 Любительские пластмассы 51—
54
Магнитная антенна 153—158 Медь и сплавы, серебрение 27, 28
Медь и сплавы, снятие покрытий 30, 31
Медь и сплавы, травление 30
Медь и спла,вы, химическое никелирование 27
Медь и сплавы, химическое окрашивание 28—30
Медь и сплавы, хромирование 25—27
Медь, марки 24
Мягкие диэлектрики 50
Насос из реле 186—188
Насос мотор-диафрагма 188, 189 Насос турникетный 184—186 Окраска металлов 21, 22 Олифа 81
Пайка алюминия 46, 47
Пайка, методы 45, 46
Пассики к магнитофонам 192— 194
Пасты для удаления старых лакокрасочных покрытий 82, 83
Паста для склеивания стекла с металлом 74
Паяльные пасты 41—43
Паяльные флюсы 42—45
Паяльный флюс из мыла 45
Паяльник для пайки твердыми припоями 205—207
Переключатель малогабаритный печатный 162—164
Переменный конденсатор, односекционный 169, 170
Переменный конденсатор, сдвоенный блок 166—169
Печатный монтаж 116—126
Печатный монтаж, метод шел-кографии 124—126
Печатный монтаж, упрошенный метод 121—124
Печатный монтаж, фотометод 117—121
Пинен 81
Пластмассы 48—56
Пластмассы особопрочные 54
Плексиглас (оргстекло), окраска 50, 51
Плоскогубцы — торцовый ключ 199, 200
Полиамиды 54—56
Полировка карболита и эбонита 85
237
Полупроводниковые приборы,
ремонт 174. 175 Полихлорвиниловые трубки, окраска 59
Припои для пайки алюминия 40 Припои легкоплавкие 39 Припои оловяннсто-свннцовые
38, 39
Припои твердые 40, 41 Полировка керамики 85 Полировка осей 204 Полировка пластмасс 85 Полировочная паста ГОИ 84,
85
Полировочная паста известковая 84 Полировочная паста крокусная
85 Полировочная паста маршали-
товая 84
Полировочная паста для средней полировки металла 84 Полировочная паста для тонкой полировки металла 84 Простой универсальный станок 207—210 Простые устройства и приспособления для понижения напряжения 211, 212 Проходные и антенные изоляторы 175, 176 Пульверизаторы 189, 190 Разбавители 79, 81 Разжнжители 79 Растворители 80, 81 Резаки для круглых отверстий
196—199
Резаки по металлу и пластмассе 195, 196
Резина 48. 57, 58
Ремонт динамиков 182, 183
Слюда и материалы из нее 56,
57
Смывки 82, 83 Сталь, воронение 18 Сталь, закалка 11—15 Сталь, марки 5—10 Сталь, оксидирование,17, 18 Сталь, окраска 21, 22' Сталь, отжиг 16 Сталь, отпуск 15, 16 Сталь, применение 4, 5 Сталь, снятие покрытий 23 Сталь, травление 22, 23 Сталь, фосфатирование 18, 19 Сталь, химическое никелирование 19, 20
Сталь, электрохимическое окрашивание 20, 21
Стекло, обработка 59—61
Стекло, склейка 61
Столярные соединения 90—92
Текстолит 49
Телескопическая антенна 159— 162
Ткани 58, 59
Универсальный цемеит 65
Ферритовые детали, обработка и маркировка 157—159
Цикли 201, 202
Шасси, изготовление 130, 131
Шкалы зеркальные 128, 129
Шкалы и шильдики алюминиевые 129, 130
Шкалы стеклянные 126—129
Шкалы и шильдики из лату-
- ни 130
Штамповка листовая 131—135
СОДЕРЖАНИЕ.
Стр.
Введение ............... 3
I. Металлы .............. 4
§ 1. Сталь ............. —
Термическая обработка стали ........ 10
Антикоррозийные и декоративные покрытия стали
(железа) ............. 17
§ 2. Медь и ее сплавы ......... 23
Антикоррозийные и декоративные покрытия меди и ее
сплавов ............. 25
§ 3. Алюминий и его сплавы ........ 31
Анодирование и оксидирование алюминия и его сплавов 33
II. Пайка ............... 38
§ 4. Припои ............. —
§ 5. Флюсы ............. 42
Методы пайки . ....,...., 45
§ 6. Пайка алюминия .......... 46
III. Пластмассы, слюда, резина, бумага, ткани, стекло . . 48
IV. Клеи, пасты, замазки, лаки, разбавители .... 62
§ 7. Клеи .............. —
Приклеивание резины, кожи и других материалов к ме-
таллам ............. 68
Клеящие пасты и замазки ..<..,.. 72
§ 8. Краски, лаки, эмали, грунты и шпаклевки ... 77
Разбавители, разжижители и растворители .... 79
§ 9. Смывки и смывочные пасты ....... 82
§ 10. Полировочные пасты и составы ...... 84
V. Древесина и ее обработка ........ 86
Породы дерева и их применение ....... —
§ 11. Древесные материалы ....,,.. 87
Окрашивание древесины ......... 88
§ 12. Столярные соединения ......... 90
Склеивание древесины .......... 93
§ 13. Фанерование ........... 95
§ 14. Подготовка древесины под прозрачную отделку . . 100
§ 15. Полирование древесины . ....... 103
Упрощенный способ полирования ...... 105
§ 16. Вощение древесины ......... 107
§ 17. Лакирование древесины ........ 109
§ 18. Восстановление прозрачных покрытий . . . . 113
§ 19. Снятие старых прозрачных покрытий . . . . 114
VI. Технологии и конструкции ........ 116
§ 20. Печатный монтаж .......,., —
Изготовление печатных плат фотометодом . . . . 117
Упрощенный способ изготовления печатных плат . . 121
Метод шелкографии (сеткографии) ...... 124
§ 21. Изготовление шкал н шильдиков . . . . . 126
Стеклянные шкалы ........... —
Шкалы и шильдики из алюминия ...... 129
Шкалы и шильдики из латуни ....... 130
§ 22. Изготовление шасси ......... —
§ 23. Листовая штамповка ......... 131
239
Стр.
§ 24. Изготовление деталей из пластмасс ..... 135
Изготовление кожуха к электронно-лучевой трубке
телевизора . ........... —
Корпуса (коробки) из самодельных пластмасс . . . 141
Коробки из целлулоида ......... 142
Коробки из фанеры .......... 145
Детали из зубопротезных пластмасс ...... 147
§ 25. Детали и конструкции к карманным приемникам 153
Ферритовые (магнитные) антенны ...... —
Обработка и маркировка ферритовых деталей ... 157
Телескопическая антенна ......... 159
Переключатель малогабаритный печатный . . . , 162
Переключатели из пластин реле ....... 164
Сдвоенный блок переменных конденсаторов .... 166
Верньерные устройства ......... 170
Контактные колодки для полупроводниковых приборов 173
Ремонт полупроводниковых приборов ..... 174
Проходные и антенные изоляторы ...... 175
Самодельный литцендрат ......... 176
Изготовление самодельного громкоговорителя для кар-
манного приемника .......... 177
§ 26. Ремонт динамиков .......... 182
§ 27. Насосы, пульверизаторы, горелки ..... 183
Турникетный компрессор (насос) ...... 184
Насос из реле ............ 186
Насос мотор-диафрагма ......... 188
Пульверизаторы . .......... 189
Газовая горелка ............ 190
§ 28. Горячий воздух ........... 191
§ 29. Пассики к магнитофонам ....... 192
VII. Инструмент ............. 195
Резак по металлу и пластмассе ....... —
Резаки для прорезания круглых отверстий .... 196-
Плоскогубцы—торцовый ключ . , . . . , . . 199
Безопасный инструмент .......... 200
Цикли ............... 201
Заточка столярного инструмента ....... 202
Полировка осей ............ 204
Кондуктор — хранилище сверл ........ —
Паяльник для пайки твердыми припоями ..... 205
Простой универсальный станок ........ 207
VIII. Источники питания и элементы автоматики .... 211
Простые устройства и приспособления, понижающие на-
пряжение ............. —
Газовые аккумуляторы . . . . . . . . . . 212
Изготовление батареи «Крона» . . . . . . . . 214
Изготовление фотодиодов и фототриодов из полупровод-
никовых триодов ........... 215
Датчик времени (таймер) ......... 217
IX. Техника безопасности при производстве радиолюбитель-
ских работ . ............ 220
Приложение. Лакокрасочные материалы .... 222
Предметный указатель .......... 236
